Michael George Fejezet a „Lean + Six Sigma in the Service Industry. Hogyan segíti a Lean Speed és a Six Sigma Quality az üzlet fejlesztését?
"Mann, Ivanov és Ferber" kiadó

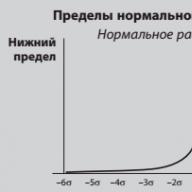
Rizs. 2. Normál eloszlás A normális eloszlás határai 6 a
A Six Sigma koncepcióban használt mutatók lehetővé teszik, hogy összehasonlítsa a tényleges eredmények eloszlását az elfogadható értékekkel (vevői igények). Hiba minden olyan érték, amely nem felel meg a vevő követelményeinek. Minél nagyobb az eloszlási görbe alatti terület, amely a vevői igények tartományába esik, annál magasabb a szigma szint. A különböző folyamatok összehasonlításához a hibák száma helyett a hibák „százaléka” (vagy „hibák millió lehetőségre vetítve”) fogalmát használjuk.

A Hat Szigma szint egy olyan folyamat, amely millió lehetőségenként 3,4 hibát produkál, figyelembe véve a várható eltéréseket.
Íme egy példa: Bármely cég, amely Fort Wayne-ben tervezte az építkezést, hamar rájött, hogy ebben a városban finoman szólva is problémás az üzletkötés. Többek között a szükséges engedélyek egyszerű megszerzése is gyakran csaknem két hónapig tartott (átlagosan 51 nap). A városi személyzet egy csapata benchmarkingot végzett, és olyan hiányosságokat azonosított, amelyek megakadályozták, hogy Fort Wayne versenyezzen más városokkal, amelyek kevesebb mint egy hónap alatt megoldották a hasonló problémát.
Az engedélyezési folyamat fejlesztésével megbízott csapat hamar azonosította a legfontosabb lépéseket, kiküszöbölte a felesleges lépéseket, és egységesített eljárásokat dolgozott ki egyértelmű irányelvekkel. Az új eljárással az engedélyek 95%-át kevesebb, mint 10 nap alatt adták ki. Sok ügyfél – olyan vállalkozás, amely korábban vonakodott a Fort Wayne-i építkezéstől – azonnal észrevette ezt a javulást.
A karcsúsított gyártás ABC-je
Minden tudományágnak megvan a maga nyelve, és ez alól a lean gyártás sem kivétel. Számos kifejezésre van szükség a karcsú gyártás megértéséhez és képességeinek feltárásához (ebben a könyvben mindegyikkel találkozni fog).
Átfutási idő és folyamat sebessége
Az átfutási idő azt méri, hogy a megrendelés beérkezésétől számítva mennyi ideig tart egy termék vagy szolgáltatás leszállítása. A Little's Law néven ismert egyszerű képlet (amely a bizonyító matematikusról kapta a nevét) segít megérteni a megrendelés teljesítési idejét befolyásoló tényezőket:
Ez az egyenlet lehetővé teszi, hogy meghatározzuk, mennyi ideig tart egy egységnyi munka elvégzése (átfutási idő) a befejezetlen munka (folyamatban lévő munka) és a naponta, hetente stb. elvégezhető munka mennyiségének ismeretében (termelékenység ).
A kis törvény sokkal többet jelent, mint amilyennek első pillantásra tűnhet. A legtöbbünknek fogalma sincs a termelékenységről, nemhogy az eltérés mértékéről. Már a gondolat is elkeserít bennünket, hogy a megrendelés teljesítési folyamatának minden lépését nyomon kell követnünk – különösen, ha a folyamat több napig vagy hetekig tart. (Gondoljon a Fort Wayne engedélyezési folyamatra, és képzelje el, milyen egy 51 napig tartó folyamat nyomon követése.) Az egyenletben szereplő két változó értékét figyelembe véve meghatározhatjuk a harmadikat. Más szóval, ha ismeri a folyamatban lévő munkát és a termelékenységet, meghatározhatja az átfutási időt. Ha ismeri az átfutási időt és a termelékenységet, meg tudja becsülni a folyamatban lévő munka mennyiségét.
Befejezetlen gyártás
A szolgáltatásnyújtásban részt vevők időnként kerülik a „folyamatban lévő munka” kifejezést, mivel ezt a kifejezést hagyományosan a gyártósorhoz kötik. Maga a koncepció azonban szinte minden folyamatra alkalmazható. Ha úgy érzi, hogy át kell alakítania ezt a karcsú gyártási terminológiát, hogy az az Ön vállalkozására is vonatkozzon, próbálja meg a folyamatban lévő munkára úgy gondolni, mint a folyamat „tárgyaira”. Ezek a "tárgyak" lehetnek az ügyfelek kérései, feldolgozandó nyugták, telefonhívások, amelyeket meg kell válaszolni, jelentések, amelyeket el kell végezni, stb. - minden olyan munka, amelyet el kell végezni. A „folyamatban lévő munka” kifejezés szinte mindenhol használatos ebben a könyvben. Amikor ezzel szembesül, gondoljon a saját munkájára, és arra, hogy hány befejezetlen feladat hever az asztalán, a számítógépe vagy az üzenetrögzítő szárnyai között. Mindez folyamatban van.
A karcsú gyártás célja, hogy elegendő erőforrással rendelkezzen, és a munka a vevő igényeinek megfelelő ütemben történjen. Ennél is fontosabb, hogy a szabványosított folyamaton keresztül a lean gyártás lehetővé teszi, hogy gyorsan reagáljon az ügyfelek jelzéseire, ami azt jelenti, hogy kiszámíthatóvá, ellenőrizhetővé és stabillá teszi a folyamatot.
Jim Kaminsky, alelnök-helyettes, Bank One
Késések/várakozási idők
A folyamatban lévő munka azt jelenti, hogy van még elvégzésre váró munka. Lean gyártási szóhasználattal ez a munka „sorba áll”; és azt az időt, amely alatt nem foglalkoznak vele, "várakozási időnek" nevezik. A várakozási idő, hosszától és okától függetlenül, késést jelent.
Értéknövelő és értéknövelő munka
Amikor elkezdi nyomon követni a munkafolyamatot, világossá válik, hogy bizonyos tevékenységek hozzáadott értéket adnak az ügyfél szemszögéből (és ezért nevezik értéknövelő munkának). Annak teszteléséhez, hogy egy adott munka hozzáadott-e értéket, kérdezze meg magát, hogy ügyfele hajlandó lenne-e fizetni érte, ha tudná, hogy a termék teljes árába beletartozik. Ha nagy valószínűséggel nem hajlandó fizetni érte, vagy inkább olyan szállítóval köt üzletet, akinek nincsenek ilyen költségei, akkor ez nem értéknövelt munka.
A folyamat hatékonysága
Bármely szolgáltatásnyújtási folyamat esetében nagyon fontos mutató az értéknövelő tevékenységekre fordított teljes ciklusidő aránya. Ez a mutató egyidejűleg mutatja a veszteségek arányát, és folyamatciklus-hatékonyságnak nevezik. Ez a hozzáadott érték és a teljes rendelési idő arányát mutatja:
Folyamathatékonyság = Vevői érték hozzáadott ideje / Teljes rendelési átfutási idő.
Ha a folyamat hatékonysága 10% alatti, akkor a folyamat nem értékteremtő hulladékkal van terhelve és javítható.
Veszteség
Ahogy az imént bemutattuk, a hulladékba minden beletartozik, ami a vevő szempontjából nem ad hozzáadott értéket: idő, költség, munka. Minden szervezetnél van bizonyos mértékű veszteség, mivel mindenhol vannak gyengeségek. Ezek azok, amelyeket az optimalizálás során ki kell küszöbölni. A veszteségek mértéke bármely tevékenységnél arányos a munka előrehaladásának késéseinek időtartamával. A Lean megtanít felismerni és megszüntetni a pazarlást, ahelyett, hogy ész nélkül követnénk a kitaposott utat. A karcsú gyártási gyakorlatban hétféle hulladék létezik.
A lean gyártás legfontosabb tanulságai
A fentiekből több, nagyon egyszerűnek tűnő, de rendkívül fontos következtetést is levonhatunk, jelezve, hogy a lean gyártás segítségével gyorsan javulást érhetünk el. Ezeket a következtetéseket az alábbiakban részletesebben tárgyaljuk.
- A legtöbb folyamat nem „lean”, és a folyamat hatékonysága 10%-nál kisebb.
- A folyamatban lévő munka (WIP) csökkentése a legfontosabb (hacsak nem tudja szabályozni a WIP-et, nem tudja szabályozni az átfutási időt).
- Az átfutási idő eltérésének kiküszöbölése érdekében minden folyamatnak pull rendszeren kell működnie, nem push rendszeren.
- A munka körülbelül 20%-a okozza az összes késés 80%-át.
- Amit nem lát, azt nem lehet javítani: adatok alapján kell vizualizálni a folyamatot.
1. lecke. A legtöbb folyamat nem "lean"
Azt hiszem, nem fog meglepődni, ha megtudja, hogy a lean szolgáltatási folyamatokban a munka nagy része – legalább 50%-a – nem értéknövelő tevékenységekben történik. Ez színek vagy más technikák segítségével megjeleníthető egy folyamattérképen, hogy vizuálisan megkülönböztesse az értéknövelő munkát a nem értéknövelő munkától. Tehát, ábra. A 3. ábra a Lockheed Martin csapata által összeállított alap blokkdiagram kezdeti részét mutatja. Ez a csapat azt találta, hogy a megrendelés és a termék átvétele között végzett munka 83%-a nem hozott hozzáadott értéket (vagyis pazarlást). Ide tartozik a hibák kijavítása, árajánlat kérése a nagykereskedőktől (bár az árak előre egyeztethetőek), a felülvizsgált rajzok beszerzése és egyéb intézkedések, amelyeket a folyamat korábbi szakaszaiban bekövetkezett késések okoztak.
A sebesség a minőség rovására mehet?
Mindannyian voltunk már olyan helyzetekben, amikor a „gyorsabban haladni” való nyomás minőségi problémákat okozott, és ennek következtében lelassította a folyamatokat. Ezért jogos az aggodalom: vajon a folyamat felgyorsítását célzó lean megközelítés vajon minőségi károsodást okoz? Ez nem történik meg. Miért? Mert a lean gyártás alkalmazása csökkenti az időt azáltal, hogy kiiktatja a nem értéknövelő tevékenységeket, megszünteti a sorokat, csökkenti az értékteremtő tevékenységek közötti időt stb. karcsú gyártási módszer. A Six Sigma eszközök értéknövelő tevékenységekre történő alkalmazása csökkenti a hibákat, ami viszont felgyorsítja az értéknövelő lépéseket.
Mivel azonban ezek a szakaszok általában a teljes megrendelés átfutási idejének kevesebb mint 10%-át teszik ki, az értéknövelő folyamatok sebességének növelése csekély hatással van a teljes folyamat sebességére. A hatás csak akkor növekszik mérhetően, ha a nem értéknövelő tevékenységeket megszüntetjük.

Rizs. 3. Egyszerű folyamatábra (vizuálisan mutatja az értéknövelő és nem értéknövelő tevékenységeket)
A Lockheed Martin Supply Center csapata felfedezte, hogy a beszerzési megrendeléstől a beérkezett anyagokig a munka nagy része hulladék volt (nem hozzáadott érték). Intézkedések történtek a folyamat korábbi szakaszaiban fellépő hibák, mulasztások és késések kompenzálására, valamint a sokféle heterogén feladatok (komplexitás) csökkentésére. Az értékfolyam részletes fejlesztése (amely 248 szakaszt képvisel a szükséges részletességgel), majd az összetettség szabványosítással történő csökkentése megszüntette a legtöbb pazarlást. A fejlesztések eredményeként a vállalat felére csökkentette a szállítási költségeket.
2. lecke. Az elsődleges feladat a folyamatban lévő munka csökkentése
Térjünk vissza a Kis Törvényhez.
Átfutási idő = Folyamatban lévő munka / Termelékenység.
Ez az egyenlőség nem csupán elméleti konstrukció, hanem számos gyakorlati következménnyel jár. Először is azt mutatja, hogy kétféleképpen lehet csökkenteni az átfutási időt – vagy a folyamatban lévő munka csökkentésével vagy a termelékenység növelésével. Minden olyan műveletnél, amely nem jár közvetlen ügyfélkapcsolattal – vagyis ahol a folyamatban lévő munka inkább megrendelésekből, e-mailekből vagy jelentésekből áll, mint emberekből – sokkal könnyebb irányítani a folyamatban lévő munkát, mint a termelékenységet javítani. Valójában bármilyen folyamatot felgyorsíthat – csökkentheti a ráfordított időt – egyszerűen azáltal, hogy csökkenti a folyamatban lévő munkát, és nem tesz semmit a termelékenység javítása érdekében.
Ez a megállapítás megmagyarázza, hogy a karcsú gyártási elvek hogyan érhetnek el gyorsan pozitív eredményeket. Csak a lehető legnagyobb mértékben korlátozni kell a feldolgozásra kapott munka mennyiségét időegységenként. Az alábbiakban leírjuk, mit kell tenni, ha a folyamatban lévő munka „emberek”, és a megrendelés átfutási idejének fenntartásának optimális módja a további kapacitás csatlakoztatása a termelékenység növelése érdekében.
Miért kell előnyben részesítenünk a folyamatban lévő munkát? Volumenének csökkentéséhez csak szellemi tőkére van szükség. A termelékenység növelése befektetést vagy a bérek növelését követeli meg, mindkettő negatívan befolyásolja a befektetett tőke megtérülését, és ezáltal a részvényesi értéket. A Little-törvény biztosítja azt a matematikai alapot, amely lehetővé teszi, hogy lean gyártási módszereket alkalmazzunk bármely folyamatban.
3. lecke. – Hogyan csökkenthetjük ezt az átkozott munkát? ("húzó" rendszer létrehozása)
Nézzen körül a munkaterületén. Tele van az e-mail postaládája olvasatlan üzenetekkel? Van egy hosszú listája az e-mailekről, amelyek áttekintése több napig tart? Üzenetrögzítője nem hajlandó új üzeneteket fogadni? Várja valaki a munkája eredményét?
Ezek mind a folyamatban lévő munka különböző formái, olyan munkák, amelyeket valaki más – egy kolléga vagy egy ügyfél – vár el Öntől. A karcsú gyártásra áttérőként tudja, hogy a ciklusidő és a hulladék csökkentése érdekében csökkentenie kell a folyamatban lévő munkát. Tudja, hogy a folyamatban lévő munkák olyanok, mint az autók az autópályán: ha több az autó, csökken a forgalom sebessége a zsúfolt úton! De hogyan kell ezt csinálni?
Természetesen nem korlátozható a folyamatban lévő feldolgozás mennyisége a közvetlenül az ügyfélhez kapcsolódó folyamatokban, amikor a folyamatban lévő vevők szolgáltatásra várnak, vagy terméket szeretnének vásárolni (ilyen helyzetekben más módon is lehet fenntartani vagy csökkenti az átfutási időt).
Minden olyan munkához, ahol nincs ügyfél előtt, a Little's Law biztosítja a kulcsot a folyamatban lévő munka csökkentésére. A lean szolgáltatásnyújtási folyamatokban van egy szakasz, amely megelőzi a folyamatot mint olyat, egy szakasz, amelyben megtörténik a bemeneti tényezők (munkakérések, megrendelések, hívások stb.) „halmozódása”. Valaki ezután szabályozza ezeknek a „tényezőknek” a folyamatba való bemenetét.
Tekintsük a következő példát. A független forgalmazóknak árajánlatokra volt szükségük a marketing osztálytól az építési költségbecslések meghatározásához. Elégedetlenek voltak amiatt, hogy a marketing osztálynak két-három hétbe telt, mire megadta ezt az információt. A számukra megfelelő időszak három nap volt.
A munkacsoport több hétig gyűjtött adatokat, amelyek azt mutatták, hogy a marketingesek naponta átlagosan 20 javaslatot tudnak feldolgozni. A forgalmazók garantált 3 napos átfutást akartak; A kapott adatok azt mutatták, hogy a folyamat eltéréséhez a szigorúbb, 2,4 napos cél elérése szükséges.
Mennyi folyamatban lévő munka engedélyezett ebben a folyamatban? A Little's Law használatával és a 20-as (termelékenység) és a 2,4-es (átfutási idő) csatlakoztatásával a csapat maximum 48 pályázatot talált a folyamatban, vagyis az adott időpontban „folyamatban lévő” javaslatok száma.
Átfutási idő = 2,4 nap = (WIP = 48 ajánlat) / (Produktivitás = 20 ajánlat/nap).
Egy ilyen rendszer kezelésére egy standot hoztak létre, amely vizuálisan megjeleníti a feldolgozás alatt álló pályázatok számáról szóló információkat. A folyamatban lévő munka maximálisan megengedhető mennyisége 48 kérelem volt, így amíg számuk 47-re nem csökkent, az osztály munkatársa nem kezdhette meg az új kérelmek feldolgozását, amint az ábra mutatja. 4.
A titok, amitől ez a rendszer működik, az ábra bal alsó sarkában található. 4, amely egy „input” feliratú meghajtót mutat. (A munka jellegétől függően ez a tároló lehet egy fizikai tartály vagy egy elektronikus adatbázis.) Az alkalmazások formálisan nem lépnek be a folyamatba, amíg a nyersanyagtárban vannak. Az egyetlen jel a munka beküldésére a folyamat bemenetére a folyamatból származó termékegység kimenete - ez a „húzó” rendszer. A szolgáltatásnyújtás garantált időtartama körülbelül két és fél nap, a kérelem beérkezésétől számítva a folyamatba. Más szóval, a szolgáltatási ágazatban a húzórendszer azt jelenti, hogy megfontolt döntéseket kell hozni arról, hogy mikor kell munkát fektetni a folyamatba. Az ilyen döntések meghozatalának módja azonban nagyon fontos: az értéket nem szabad szem elől téveszteni. Ebben az esetben kérdés, hogy a másik kérelem feldolgozásának befejezésekor melyik kérelem kerül be a folyamatba. Az ajánlatok érkezési sorrendben történő feldolgozása itt valószínűleg nem megfelelő, mivel egyes ajánlatok ígéretes, nagy értékű megrendeléseket ígérnek, míg mások kisebb megrendeléseket tartalmaznak, megkérdőjelezhető árajánlatokat tartalmaznak, vagy valószínűleg elutasítják.

Rizs. 4. Eladó kereskedelmi ajánlatokhoz húzórendszer
A feldolgozási sorrend kérdése az ajánlatok kilátásaitól függő prioritás meghatározásával oldható meg. Minden pályázatot a következő három paraméter jellemez, amelyek mindegyikét hárompontos rendszerrel értékelik:
- a számítás bonyolultsága;
- versenyelőny;
- bruttó profit dollárban.
Az egyes ajánlatokra vonatkozó kritériumok pontszámai megszorozódnak. A legmagasabb értékelést elért pályázatok kerülnek először feldolgozásra, még akkor is, ha más pályázatoknál hosszabb a várakozási idő. (A 9-es minősítésű új pályázat gyorsabban bekerül a folyamatba, mint a korábban benyújtott 6-os pályázat). Egy ilyen rendszer alkalmazásával a marketing osztály munkatársai azonos létszámmal 70%-os bruttó bevételnövekedést és 80%-os bruttó profitnövekedést tudtak biztosítani. (Természetesen a vállalat növelhetné a termelékenységet marketing osztálya méretének növelésével és óriási költségekkel.)
Hogyan készítsünk saját húzórendszert?
Hogyan lehet egy ilyen rendszert működésre bírni? Az alábbiakban egy hozzávetőleges műveletsor látható.
- Határozza meg/érvényesítse a szolgáltatás kívánt szintjét. Kérdezze meg az ügyfelet, hogy milyen szintű szolgáltatást kíván neki.
- Határozza meg, hogy a munkacsoport milyen gyorsan tudja befejezni a munkát (adatok alapján).
- Használja a Little-törvényt a folyamatban lévő munka maximális megengedett mennyiségének meghatározásához.
- Korlátozza a folyamatban lévő munka mennyiségét a kapott maximális értékre.
- Helyezzen minden beérkező munkát a bemeneti garatba.
- Dolgozzon ki egy prioritási rendszert a munkafolyamatba való belépés sorrendjében.
- Folytassa a folyamatok további fejlesztéseit, amelyek lehetővé teszik a munkavégzés sebességének növelését és az átfutási idő további csökkentését.
A Lean Six Sigma pozitív hatása az ilyen típusú helyzetekre kettős: Először is, a szolgáltatásnyújtás során a döntések olyan módon születnek, amilyenre korábban még nem volt példa, adatok alapján (igénybeli eltérések, folyamatban lévő munka, és a termelékenység). Másodszor, gyors és minőségi eszközöket használ, amelyeket azok alkalmaznak, akik hajlandóak időt és erőfeszítést költeni a munka elvégzésére.
Gondosan! Ne kezelje vásárlóját készletként vagy nyersanyagként!
A fent leírt „pull” rendszer akkor működik, amikor bemenetként dokumentumok, e-mailek, telefonhívások stb. kerülnek beküldésre. De a személyes ügyfélélményben a válaszidőket és a szolgáltatási teljesítményt elfogadható szinten kell tartani, hogy mi történik. Amikor a folyamatban lévő feldolgozás vevőkről van szó, akkor nem lehet belőlük készletet létrehozni, ahogyan nem növelheti egy szolgáltatásnál a várakozási időt, így a rendelés teljesítési idejét sem. A Little's Law azt mondja, hogy ebben az esetben az egyetlen lehetőség a termelékenység növelése.
A közvetlen ügyfélkapcsolati műveletek egyik kihívása a nagy kereslet-szórás, a mozgalmas időszakok váltakoznak a lassú üzleti tevékenység időszakaival.
Ha ennek a rotációnak a dinamikája kiszámítható, a termelékenység növelhető a kiszolgáló személyzet létszámának megfelelő változtatásával: csúcsidőben további munkásokat lehet behozni, ahogy a call centerekben is. Ha a keresleti eltérések előre nem láthatók, akkor alkalmazza a sorban állási elméletet, amely lehetővé teszi annak kiszámítását, hogy a különböző tényezők, például a kínálat vagy a kereslet eltérései hogyan befolyásolják a folyamatban lévő munkát (és így az átfutási időt). Például a 3. ábra. 3.11. ábra a Lean Six Sigma-ból: A Six Sigma minőség és a Lean Speed kombinálása, amelyet a 3.11. ábra reprodukál. Az 5. ábra azt mutatja, hogy 20%-os kapacitáshiány esetén a kereslet változása gyakorlatilag nincs hatással az ügyfelek várakozási idejére.

Rizs. 5. Az eltérés negatív hatása a teljesítményhatáron történő működés esetén a legnagyobb.
A tartalékkapacitás biztosítható más részlegek munkatársainak bevonásával, akik képzettek a kapcsolódó készségekre, vagy olyan prioritási rendszer alkalmazásával (mint a fentebb ismertetett „pull” rendszerben), amelyben a bonyolultabb szolgáltatásokat a tapasztaltabb munkatársakhoz rendelik.
4. lecke. A folyamat hatékonysága lehetővé teszi a képességek számszerűsítését
A szolgáltató szektorban jellemzően 5% körüli a folyamatok hatékonysága (1. táblázat), vagyis a munkaidő 95%-a várakozással töltődik. Szörnyű? Még mindig. Nem csak a késésekről van szó. A régi mondás igaz: minél tovább marad egy munka befejezetlenül, annál többe kerül. A lean folyamatokban az értéknövelési idő a teljes ciklusidő több mint 20%-át teszi ki.
Asztal 1. A folyamat hatékonysága

Ne lepődjön meg, ha azt tapasztalja, hogy szervezete folyamatok hatékonysága 5% alatti. Ne csüggedj. A tapasztalatok azt mutatják, hogy a Lean Six Sigma alapvető eszközeinek alkalmazásával gyorsan élvezheti az előnyöket, és legalább 20%-kal csökkentheti a költségeket.
A folyamat hatékonyságát úgy lehet megjeleníteni, hogy az értékteremtési idő grafikonján elválasztjuk az értéknövelt időt a nem hozzáadott értéktől, az 1. ábrán látható módon. 6. (Ez a fajta vizuális megjelenítés segít felkelti az emberek érdeklődését és felkelti az érdeklődést!)

Rizs. 6. Az értékteremtés időtengelye
Az értékteremtő időtérkép ötlete meglehetősen egyszerű. Minden termelési egység feldolgozásának folyamatát nyomon kell követni, és az eltöltött időt három kategóriába kell sorolni: 1) hozzáadott érték, 2) elkerülhetetlen veszteségek - ezek az üzleti tevékenység (az ügyfél által végzett munka) szerves részét képezik. nem akar fizetni, de ami nélkül nem lehet - elszámolás, jogszabályi és egyéb előírások betartása) és 3) késések/veszteségek. Ezután rajzoljon egy idővonalat, és ábrázolja rajta mindhárom kategóriát. A Lockheed Martin beszerzési példájában látható, hogy négy nap telik el attól az időponttól számítva, amikor az ellátási központ megkapja az igénylést, és a megrendelés leadásáig. Az értéknövelő tevékenység (a középvonal feletti árnyékolt területek) azt mutatja, hogy ezalatt a négy nap alatt a vevő 14 percet töltött a megrendelés feldolgozásával. Az üres térként ábrázolt idő nagy része várakozási időt jelent. Kezdetben ennek a folyamatnak a hatékonysága kevesebb, mint 1% volt (4 napból 14 perc, vagyis 1920 perc).
Az értékteremtés időtengelye nyomon követi a kimeneti egység mozgását egy folyamaton keresztül, és elszámolja az eltöltött időt. A középső vonal felett van az idő, amely hozzáadott értéket ad az ügyfél szemszögéből; a többi veszteség.
5. lecke. A munka 20%-a okozza a késések 80%-át
A lean gyártás fő célja - a gyorsaság - egyetlen módon érhető el: megszabadulni mindentől, ami lassítja a folyamatot. A folyamat feltérképezése és a ciklusidőkre, eltérésekre és összetettségre vonatkozó adatok gyűjtése lehetővé teszi a késleltetés kiszámítását minden egyes folyamatlépésnél. A tapasztalatok azt mutatják, hogy minden 10%-os vagy annál kisebb hatékonyságú folyamatnál az átfutási idő 80%-át a tevékenységek kevesebb mint 20%-a „emészti fel” – egy újabb példa a Pareto-effektusra! Ezt a 20%-ot „rejtett időpazarlásnak” nevezik, ami nyilvánvalóvá válik az értékfolyam térképek létrehozásakor, és értékteremtési idővonalként ábrázolható (mint a 6. ábrán).
A rejtett veszteségek azonosítása az egyik legfontosabb probléma, hiszen ebben az esetben a prioritást a késés időtartama határozza meg. Ha helyesen rangsorolja a céljait, akkor jelentős befolyással lesz a pénzügyi fejlesztési erőfeszítésekre.
6. lecke: Amit nem látsz, azt nem tudod javítani.
Ha a szolgáltatóiparban a költségek és az átfutási idők csökkentésének lehetősége olyan nagyszerű, miért ne használja gyakrabban a Lean Six Sigmát?
A termelés egyik nyilvánvaló előnye a munkafolyamat áttekintésének és nyomon követésének képessége. Végigsétál egy gyártósoron, és látja, hogyan dolgoznak fel egy terméket, és hogyan alakulnak át az egyik munkahelyről a másikra a nyersanyagok vagy anyagok a végtermékké. Ezt a folyamatot mindig a diszpécser részleg dokumentálja, amely rögzíti az értéknövelő munkát. Ezenkívül kézzelfogható bizonyítékot lát a hulladékra (újrafeldolgozást igénylő termékek, gyártási hulladékok, késések) folyamatban lévő munkák vagy hibák formájában.
A szolgáltatásnyújtás során a munka nagy része láthatatlan marad. Egyetlen gombnyomással valaki jelentést küld egy másik irodába a folyosón vagy bárhol a világon. Valaki megnyom egy gombot a telefonon, és átállítja az ügyfelet az egyik részlegről (például az ügyfélszolgálatról) a másikra (műszaki támogatás).
A szolgáltatóiparban nehezebb nem csak az áramlást (folyamatot) látni. Majdnem ilyen nehéz a folyamatban lévő munka mennyiségének becslése. Igen, néhányunk meg tudja becsülni a mennyiségét, ha megnézi az asztalon lévő papírhalmot, vagy megszámolja, hány ember áll sorban, és várja, hogy kiszolgálják. A „munka” azonban gyakrabban kevésbé látható formákat ölt – például elektronikus jelentések vagy feldolgozásra váró megrendelések, 20 e-mail, amire válaszolni kell, 10 ügyfél lóg a telefonvonalon.
De bár nehéz láthatóvá tenni a munkafolyamatot a szolgáltatóiparban, ennek megértése és a folyamatban lévő munka mennyiségének becslése előfeltétele a karcsú gyártási eszközök használatának a sebesség növelése és a hulladék csökkentése érdekében. A láthatatlan „láthatóvá tételéhez” különféle térképeket használhat, beleértve az értékáram-térképeket is, amelyeket sokszor fog látni ebben a könyvben (lásd a 7. ábrát egy ilyen térképre egy példa).

Rizs. 7.Értékfolyam térkép (folyamatfolyamat térkép)
Ezen kívül a Fig. A 7. ábra azt mutatja, hogy sok irányítási folyamat túlságosan összetett. Például egy cégnél a tervmódosítás jóváhagyásához hét vezető aláírása szükséges, és a jóváhagyási űrlapon heteken át kell utazni hét bejövő dokumentumtálcán. Ez a szolgáltatásnyújtási folyamat komoly problémákat okoz a gyártási folyamatban, mert megzavarja a rajzok (és az ezekből készült termékek) időben történő módosítását. Ennek a döntési folyamatnak a hosszú ciklusa azt jelenti, hogy a minőségi problémák azonosítása után az utómunkálatok nagyon hosszú ideig folytatódnak, még az új rajzok elkészítése után is, amelyek segítségével hibamentes termékeket lehet előállítani.
Amikor a cég alaposabban megvizsgálta mind a hét aláírás megszerzésének folyamatát, világossá vált, hogy a hét vezető közül öt nem rendelkezik a munkakörhöz szükséges tudással és végzettséggel. Ez az öt vezető elég volt egy olyan új dokumentum jóváhagyásáról értesítést kapnia, amely a legcsekélyebb kárt sem okozza a folyamatnak. Továbbra is elküldték nekik a dokumentum másolatát, mert jól jönne, ha megismernék a változásokat, de kizárták őket a döntéshozatali folyamatból. Most a megmaradt két menedzsernek van ideje áttanulmányozni az űrlapot, és kevesebb mint egy hét alatt megoldani az összes problémát, majd a folyamat tovább folytatódhat.
Vizuális menedzsment
A lean gyártás által használt vizuális menedzsment eszközök bősége a folyamatban lévő munka, a költségek és az alkalmazottak kompetenciáinak vizuális megjelenítésének előnyeinek köszönhető. Ezek az eszközök lehetővé teszik, hogy:
- azonosítsa és egyértelműen mutassa be a munka prioritásait;
- vizualizálja a napi folyamat teljesítménymutatóit („sikeres volt a nap vagy sem?”);
- kedvező feltételeket teremt a kommunikációhoz a munkaterületen, valamint a vezetőség és a személyzet között;
- visszajelzést adjon a csapattagoknak, a felügyelőknek és a vezetőknek, és lehetővé tegye minden alkalmazott számára, hogy hozzájáruljon a folyamatos fejlődéshez.

Rizs. 8. Tact tábla a rendelések regisztrálásához
A legegyszerűbb szintjén a vizuális menedzsment magában foglalhatja a folyamattérképek (megmutatják, hogyan kell végrehajtani a folyamatot) vagy mérőszámok listáját egy hirdetőtáblán, hogy a munkaterületen mindenki láthassa, mennyire jól vagy rosszul a folyamat. Rizs. A 8. ábrán a vizuális menedzsment eszköz egy speciális típusa látható, az úgynevezett taktboard (takt a német metronóm szó). Az ilyen táblákat a folyamat kívánt ritmusának vagy ütemének fenntartására használják. A tábla tükrözi a „termelési ritmus” kívánt mutatóit (figyelembe véve az ügyfelek igényeit és a folyamatban lévő gyártási mennyiségi korlátokat), valamint a folyamat résztvevőinek tényleges munkasebességének mutatóit. A táblát kifejlesztő csapat meghatározta a WIP-korlátot, és ennek segítségével tartja a folyamatban lévő jegyek számát 48-on. A következőkben további vizuális menedzsment eszközökről fogunk beszélni.
Példák a lean termelési eszközök alkalmazására a szolgáltató szektorban
Néhány évvel ezelőtt a Lockheed Martin rendszerintegrációs osztálya beszerzési munkája nagy részét a Közép-Atlanti Régió Anyagbeszerzési Központjában (MAC-MAR) összpontosította. Ez a központ 14 régiót szolgál ki különböző címekkel („MAC-MAR kliensek”). E regionális telephelyek közül sokat az 1990-es években a védelmi ipar egyesülései során szereztek be, és különböző régebbi számítógépes rendszereket futtatnak.
A központ minden szállítója felelős egy bizonyos terméklista szállításáért. A beszállítók csatlakoznak a megfelelő telephely számítógépes rendszeréhez, feldolgozzák a vásárlási követelményeket, és csak ezután lépnek át egy másik telephellyel dolgozni. Ez a csatlakozás és leválasztás problémát jelentett. Mivel a különböző telephelyek különböző számítógépes rendszereket használtak, egy átlagos beszállítónak 20 percbe telt átváltani egyik vásárlóról a másikra. A karcsú gyártási nyelven ezt a helyzetet hosszú átállási időknek nevezik. Azonban akkoriban - az LM21 program megjelenése előtt - az ellátási láncban senki nem kapott karcsúsított gyártási képzést, ezért ezt a tevékenységet nem nevezte vagy érzékelte átállási időnek, és nem gondolt arra, hogy ez hogyan befolyásolja a folyamatot. egész.
A MAC-MAR beszállítóit nem csak a hosszú fizikai váltási idő akadályozta az egyik számítógépes rendszerről a másikra. Volt egy „tanulási görbe” is, ami szintén problémát jelentett: a rendszerek egységességének hiánya miatt a beszállítóknak folyamatosan váltaniuk kellett egyik utasításról a másikra, 14 különböző megnevezést próbálva megjegyezni az egyik alkatrészhez stb. d.
Ön hogyan viselkedne egy ilyen helyzetben? A beszállítók így dolgoztak: először az egyik telephelyről érkező összes kérést feldolgozták, és csak azután léptek át a következőre. Átlagosan egy teljes napba telt egy ügyfél kérésének feldolgozása, mielőtt a következő területre léphettek volna. Ha a termelékenységet az óránként leadott rendelések számának tekintettük, akkor ez meglehetősen magas volt, de ha figyelembe vesszük ezeknek a rendeléseknek a prioritását, akkor a beszállítók legtöbbször hibásan adtak le rendelést. És ha túl sok munka van folyamatban a rendszerben, biztos lehet benne, hogy a Kis Törvény nagyon hosszú átfutási időt fog eredményezni.
Rizs. A 9. ábra azt mutatja be, hogyan dolgozták fel a rendeléseket a folyamatfejlesztések előtt. Az egyik oldalhoz kapcsolódva a beszállítók igyekeztek minden onnan érkező kérést feldolgozni - mind a sürgőseket, mind a várakozókat.

Rizs. 9. A korábban használt programfelület töredéke
A nem szabványos számítógépes rendszerek miatt a Lockheed Martin ellátási központ alkalmazottai nem tudtak egyszerre több területen dolgozni. 20 percbe telt, mire átváltottak a következő részre. Teljesen érthető, hogy miután csatlakoztak az egyik oldalhoz, igyekeztek minden rendelést azonnal feldolgozni, mielőtt továbblépnének a következő ügyfélhez.
A karcsú gyártási filozófia jellemzői
A lean folyamatot a következők jellemzik:
- a folyamat hatékonysága több mint 20%;
- a folyamatban lévő munka mennyiségének rögzített korlátozása, amely lehetővé teszi a sebesség szabályozását;
- „pull” rendszer használata, amelyben az új munka csak akkor kerül feldolgozásba, ha a megfelelő kimeneti munka átkerül a következő műveletbe;
- Vizuális információmegjelenítések használata egy folyamat kezeléséhez és nyomon követéséhez (például különböző termékek vagy szolgáltatások állapotának megjelenítése egy folyamatban, vagy további ötletek felsorolása az átfutási idők csökkentésére).
A probléma az volt, hogy ez a folyamat teljesen figyelmen kívül hagyta a többi vevő által megkövetelt időzítést: a D szakaszra vonatkozó sürgős megrendelésnek meg kellett várnia, amíg a szállító feldolgozta az A, B és C szakaszra vonatkozó összes rendelést. Ennek eredményeként a beszállító 14 vagy több napot vett igénybe. ún. idő-forgási idő az ügyfél számára (ügyfélforduló idő), hogy végigmenjen az összes ügyféltől érkező kérelmek feldolgozásának teljes ciklusán. Ez hosszú átfutási időket, a kritikus projektek számlázásának késedelmét, valamint a termelési túlórák szükségességét eredményezte (10. ábra).

Rizs. 10. A beszerzési folyamat rugalmasságának hiánya
Mivel az egyik telephelyről a másikra való váltás rendkívül összetett és időigényes folyamat volt a Lockheed Martin vásárlói számára, a szokásos eljárás az volt, hogy az egyik telephelyről érkező összes megrendelést – sürgős és nem sürgős – feldolgozzák, mielőtt továbblépnének a másikra, amint az az ábrán látható. . 10. Könnyen kiszámítható, hogy 14 telephely adatainak feldolgozásakor 14 nap vagy még ennél is gyakrabban telt el, mire a szállító készen állt a következő rendelési tétel fogadására a telephelyről.
Ezenkívül ugyanazt a terméket, például egy Intel Pentium processzort, 14-szer lehetett megrendelni 14 különböző belső megnevezéssel (minden rendelés a teljes mennyiség 1/14-ét teheti ki), növelve a tételenkénti költségeket és növelve a teljes várakozási és szállítási időt. 14 alkalommal.
Az értékáram térkép azt mutatta, hogy a beszerzési folyamat egészében a legtöbb késést az „átállási” probléma okozta, amely a fő rejtett időveszteséget jelentette. Nyilvánvaló volt, hogy ha ezt a problémát nem oldják meg, más fejlesztések haszontalanok lennének. Ezeket a megállapításokat a „vevő hangja” is megerősítette: a vevői telephelyek számára a legfontosabb szempont a szállítási megrendelések teljesítésének felgyorsítása és a szállítási költségek csökkentése volt.
A MAC-MAR csapat feltérképezte a folyamatot, meghatározta a folyamatban lévő munka mennyiségét az egyes szakaszokban, azonosította a leghosszabb késéseket, meghatározta a bonyolultságot, és rájött, hogy a probléma megoldásának két összetevője van:
- olyan programot kell kidolgozni, amely minden terület számítógépes rendszerével kompatibilis lesz, és képes lesz a rendeléseket terméktípusok szerint csoportosítani, az összevont adatokat együtt megjeleníteni (ez kiküszöböli a különböző rendszerekhez való kapcsolódásnál a folyamatos utánállításból adódó késéseket);
- A program felépítésének lehetővé kell tennie a szállítók számára, hogy a rendeléseket szállítási idő és terméktípus szerint rendezzék.
Az eredmény az ábrán látható. 11. Az egy oldalon található információk helyett most csak az összes oldalról érkező sürgős rendeléseket gyűjtik ide. A megfelelő terméknévre kattintva tájékozódhat a vásárlási igényekről és megtekintheti azok előzményeit. A további változtatások között szerepelt a szerződés alapján szállítható termékek körének bővítése, lehetővé téve a vásárlók számára, hogy egyetlen gombnyomással adják le a rendelést (ahelyett, hogy a rendszert egyedi megrendelésekhez kellett volna átkonfigurálniuk), és sok egyéb fejlesztés is történt.

Rizs. tizenegy. Interfész nézet átalakítások után
Első pillantásra a képernyőn megjelenő információ szinte semmiben sem különbözik az eredetileg bemutatotttól (9. ábra). Az összes oldalról beérkezett rendelések szállítási prioritás szerinti rendezésének lehetősége azonban azt jelenti, hogy mostantól lehetőség nyílik a különböző oldalakról kapott információk kombinálására különböző programok segítségével.
A különböző programokkal kapcsolatos kihívások leküzdése növelte a beszerzési folyamat rugalmasságát.
- Az átállási idő 20 percről majdnem nullára csökkent.
- A tétel mérete most 1 rendelés, mert a szállítónak nem kell egyik telephelyről a másikra váltania a rendelések leadásakor.
- Azok a ciklusidők, amelyek korábban meghaladták a 14 napot, most kevesebbek, mint 1 nap (ha a szállító az A telephelyről indul, feldolgozhatja az összes gyorsrendelést, és ugyanazon a napon visszatérhet az A telephelyre).
- Folyamatban lévő munka: Az ügyfelek megszokták, hogy akár 14 napig is sorban álljanak, az átlagos várakozás 7 nap vagy 56 óra volt. Most a maximális várakozási idő 2 óra, az átlag pedig 1 óra.
- A termelékenység nőtt – ahelyett, hogy egy 8 órás munkanapon belül egy ügyfelet szolgálnának ki, mostantól 14 vásárló rendeléseit 2 óránként dolgozzák fel (ez napi 56 ügyfélnek felel meg).
Kinek tetszik ez a fajta munka – Ön vagy az ügyfél?
A MAC-MAR munkacsoport egyéb változtatásokat is végrehajtott a folyamatban (többek között az előre egyeztetett feltételek listájának bővítésével). Általánosságban elmondható, hogy mindezen változtatások lehetővé tették az ellátási árak 50%-os csökkentését, a fogyasztási cikkek átfutási ideje 67%-kal csökkent (6-ról 2 hónapra), a pontos szállításoknak köszönhetően a vállalati termelékenység közel 20%-kal nőtt, ill. Az átlagos fajlagos anyagköltség 6,4%-kal csökkent. Ez a példa a karcsú gyártás egy másik kulcsfontosságú felfedezését illusztrálja: bármely folyamat sebessége arányos annak rugalmasságával. A Lockheed Martin eredeti folyamata nagyon rugalmatlan volt (az ügyfél átfutási ideje 21 nap volt); Amikor az ügyfelek közötti váltás folyamata jelentősen leegyszerűsödött, a beszállítók jelentősen felgyorsíthatták a folyamatot.
Átállási idő és kötegelt feldolgozás szolgáltatásnyújtáskor
Sokan nem veszik észre, hogy a szolgáltatások nyújtásakor átállási idő is van. Végül is, ha az átállás az egyik ügyfél kiszolgálásáról a másik kiszolgálására bizonyos ideig tart, vagy időre van szüksége a normál termelékenység eléréséhez, akkor átállási időről beszélünk. Ha elhalasztja egy ügyfél (belső vagy külső) kiszolgálását, mert kényelmesebb az aktuális munka folytatása, akkor kényelmesebb a kötegelt feldolgozás. A 11. fejezet elmagyarázza, hogyan lehet kiküszöbölni ezeket a folyamatkésleltetési forrásokat.
Miért nem működik a Lean Manufacturing Six Sigma nélkül?
A lean gyártás rendkívül hatékonyan optimalizálja az átfutási időt és kiküszöböli az értéknövelt költségeket, de még mindig számos komoly probléma merül fel, amelyekkel még a legfejlettebb lean gyártási szakirodalom sem foglalkozik. A Six Sigma segít megoldani ezeket a problémákat, ezért szükséges kiegészítője a lean gyártásnak.
1. A karcsúsítás nem írja elő a fenntartható eredmények eléréséhez szükséges kultúrát és infrastruktúrát.
A Lean szakirodalom nagy része nem foglalkozik a Lean projektek sikeres megvalósításához szükséges infrastruktúrával, és nem csak a sebesség eléréséhez, hanem annak fenntartásához is. Valójában sok lean gyártást megvalósító vállalat kénytelen Six Sigma-szerű infrastruktúrát kifejleszteni, de ahelyett, hogy azonnal alkalmaznák a hagyományos Six Sigma struktúrát, ezt csak nyomás alatt teszik meg. A csak karcsúsított gyártást alkalmazó vállalatok gyakran nem tudják azt a teljes szervezetben megvalósítani és fenntartható eredményeket elérni, mert nem rendelkeznek egyértelmű Six Sigma szervezeti infrastruktúrával. Egy ilyen infrastruktúra biztosítja a felső vezetés bevonását a folyamatba, lehetővé teszi a képzést, az erőforrások allokációjának megerősítését stb. Ennek hiányában a lean gyártás sikere csak a személyes kezdeményezésen múlik. Láttam, hogy a sikeres lean gyártási programok leromlanak, amikor a vezetőség megváltozik. E tekintetben a Six Sigma kevésbé sérülékeny (bár nem teljesen mentes az ilyen problémáktól): feltételezi, hogy elsősorban a részvényesek érdekeit kell védeni. Minden Six Sigma könyv részletesen foglalkozik a fenntartható infrastruktúrával, de egyetlen Lean könyv sem foglalkozik ezzel a kérdéssel.
2. A fogyasztói szempontból kritikus jellemzőkre való összpontosítás hiánya
Az értéknövelő folyamatelemek azonosítását igénylő lean gyártás magában foglalja a vevőközpontúság néhány elemét, de megközelítése introspektív. Az értékfolyam-leképező az alapján hoz döntést, hogy egy adott tevékenység hozzáadott-e értéket vagy sem. Ezzel szemben a Six Sigma meghatározza, hogy mikor kell a „vevő hangját” és a „beszállító hangját” bevonni a fejlesztési folyamatba. Ennek a módszernek a legfontosabb mutatója az ügyfél számára kritikus jellemzők, az „ügyfél hangjának” figyelembevételének eszközei a DMAIC ciklus „Meghatározás” szakaszában biztosítottak (Definíció - Mérés - Elemzés - Javítás - Ellenőrzés ). Más szóval, a Lean-ből hiányzik az ügyfélközpontúság, amely áthatja a Six Sigma munkáját.
Tapasztalataim szerint a pénzügyi szolgáltatási ágazatban dolgozók többsége érdeklődik a Six Sigma iránt, de úgy gondolják, hogy a karcsúsított módszerek megfelelőbbek gyártási környezetben. A lean gyártás saját bőrén tapasztalása után azonban megváltoztatják a hozzáállásukat, látva, hogy ezek a módszerek gyorsabbak és egyszerűbbek. A Six Sigma eszközök megvalósítása sok erőfeszítést igényel.
Daryl Green, a Bank One vezető alelnöke
3. A karcsú gyártás nem ismeri fel az eltérések hatását.
A karcsú gyártás nem rendelkezik az eltérések csökkentésére és a statisztikai folyamatszabályozás biztosítására szolgáló eszközökkel. A Six Sigma kulcsfontosságú tényezőnek tekinti a variancia kiküszöbölését, és eszközök széles arzenálját kínálja a variancia kezelésére (a statisztikai folyamatvezérléstől a kísérleti tervezésig). Mint fentebb tárgyaltuk, a 10%-os hibák 38%-kal növelhetik az átfutási időt, és 53%-kal növelhetik a folyamatban lévő készletet. Más szóval, a karcsúsított gyártás révén elért sebesség- és költségmegtakarítást a megnövekedett szórás tagadhatja!
A hibák százalékos arányának növekedése nem az egyetlen olyan eltérés forrása, amely a folyamatban lévő munkák és az átfutási idő növekedéséhez vezet.
„Kinek van szüksége lean gyártásra? Nincs átállási időm!”
A legtöbb szolgáltató úgy gondolja, hogy üzletében nincs átállási idő. A holt zónákhoz társítják a termelés során az egyik típusú termék előállításáról a másikra való átmenet során. Azonban általában van egy tanulási görbe, amikor az egyik feladatról a másikra váltunk, mielőtt a termelékenység elérné a csúcspontját, amint azt a Lockheed Martin MAC-MAR ellátási központjával láttuk. Ez a tanulási görbe az ábrán látható. 12.

Rizs. 12. Tanulási görbe költségek és teljesítmény
Az alkalmazott 20 percig minden feladathoz be van zárva, még akkor is, ha az aktuális ügyféligény szerint a feladatot 5 percen belül el kell végezni. Ez hasonló a Lockheed Martin helyzetéhez, ahol egy beszerzési tiszt egész nap egy ügyfélhez volt kötve, és 14 „feladatot” osztottak rá, ami megfelel a telephelyek számának (A-tól N-ig). Ebben az esetben a teljes rendelési idő négyszeresére nő. A karcsú gyártási módszerek alkalmazása jelentősen csökkentheti a tanulási görbét.
A lényeg: Bármi, ami csökkenti a termelékenység szintjét, hosszabb átfutási időhöz vezet, mivel az emberek hosszabb ideig maradnak hasonló feladatokhoz kötve, mint azt a jelenlegi vásárlói igények diktálják. A karcsú gyártási eszközök használatával jelentősen csökkenthető az átfutási idő, és minimalizálható a tevékenység változásainak a termelékenységre gyakorolt hatása. A tanulási görbe egyik fő forrása a komplexitás, vagyis az elvégzett feladatok sokfélesége. Minél több a különböző feladatok száma, minél ritkábban ismétlődnek meg, annál meredekebb a tanulási görbe. Ezért az összetettség csökkentésével a Lean Six Sigma megoldja a tanulási görbe problémáját.
A kereslet eltérései és a termékek létrehozására fordított idő jelentős hatással vannak a rendelés teljesítési idejére, míg a lean gyártás nem jelent közvetlen hatást ezekre a tényezőkre. Ezt a kapcsolatot a ábra szemlélteti. 13, amely a Lockheed Martin fent leírt beszerzési folyamatának egyik szakaszának eredményeit mutatja be.

Rizs. 13. Az eltérések hatása a várakozási időre
Képzeljük el, hogy Bob átlagosan 16 percet tölt egy adott feladattal. A változékonyság miatt azonban az esetek 68%-ában (egy szórás) a teljes idő 8 perccel eltérhet az átlagtól, ebben az esetben az eltérési tényező 8/16 = 50%. Most tegyük fel, hogy Bob foglalkoztatása hasonló eltérést mutat. Amint az ábrán látható, ha Bob kapacitásának 90%-án van, akkor az általa végzett munka átlagosan 60 percet fog sorban állni, ami a sorbanállási idő körülbelül felét magyarázza. Ha Bob egy különösen nehéz problémába ütközik, ez az idő 100 percre nőhet.
Az eltérés elhanyagolható hatással van azokra a folyamatokra, amelyek nagy áteresztőképességgel működnek (a grafikon bal oldalán). A legtöbb szolgáltató szervezet azonban szinte kapacitással működik, és ebben az esetben az eltérések a legnagyobb hatással arra az időtartamra, ameddig egy munka (vagy fogyasztó) „sorban áll”. A fogyasztóval való közvetlen érintkezést jelentő folyamatok gyakran nagy keresleti eltéréseknek vannak kitéve, mivel nem tudjuk ellenőrizni a fogyasztó cselekedeteit, aki saját belátása szerint választja meg a kapcsolatfelvétel időpontját. Mi a következtetés? Minél nagyobb a bemeneti eltérés, annál nagyobb kapacitástartalékot kell biztosítani. Ha kicsik az eltérések, vagy valamilyen módon tudjuk szabályozni a keresletet (ami a belső folyamatok esetében valószínűbb), akkor jelentős késések veszélye nélkül, megnövelt terheléssel dolgozhatunk. Amikor először bemutattam ezt az elemzést a Lockheed Martinnak, Manny Zulueta, a Lockheed Martin MAC-MAR ellátási központjának alelnöke azt mondta: „Ez megerősíti megfigyeléseinket!”
A keresleti eltérések hatása a várakozási időkre annál nagyobb, minél magasabb a folyamat által kihasznált meglévő kapacitás százalékos aránya (amint a jobb oldali görbe meredek lejtőjén is látszik). Minél jelentősebbek az eltérések, annál erősebb a hatás.
A Lean Manufacturingnak is szüksége van DMAIC-ra
A karcsú gyártás legtöbb leírása a probléma megoldását a Javítás szakaszban kezdi meg, megkerülve a Define és Measure szakaszokat. Mivel a Define szakasz azonosítja a probléma hatókörét, a mérés szakasz célja pedig annak számszerűsítése és az erőforrásokhoz való viszonyítása, az emberek gyakran beleharapnak a Lean olyan részébe, amelyet nem tudnak megrágni, vagy eltévednek a keverésben.
Miért van szüksége a Six Sigmának lean gyártásra?
Vannak bizonyos hiányosságok a Six Sigmában, csakúgy, mint a lean gyártási módszerekben. Vessünk egy pillantást arra, hogy a Six Sigma milyen hiányosságait segít pótolni a Lean Manufacturing.
Az általános elképzelés a következő: amint azt sok cég gyakorlata bebizonyította, a Six Sigma használatával sokat lehet elérni. De van egy nehézség. Bármelyik eszközt is választja, ha nincs karcsú komponense, ha nem összpontosít a sebesség növelésére és a folyamatban lévő munka csökkentésére, akkor minden nyeresége végül semmivé válik. A folyamat lassú és munkaigényes marad, a költségek pedig túl magasak lesznek. Öt oka van annak, hogy a Six Sigmának miért van szüksége Lean-re.
1. A veszteségek azonosítása. Bár a folyamatleképezés egy Six Sigma eszköz, nem gyűjti azokat az adatokat (beleértve az átállási időt, az egységfeldolgozási időt, a szállítást stb.), amelyek a folyamat lépéseinek számszerűsítéséhez és az olyan tevékenységek azonosításához szükségesek, amelyek nem termelnek hozzáadott értéket és nem növelik a szolgáltatás költségeit/ termék. A karcsúsított gyártásnak van egy hatékony eszköze a fegyvertárában – egy értékáram-térkép, amely legyőzi a funkcionális részlegek közötti akadályokat, és lehetővé teszi a pazarlás és a késések azonosítását. A Six Sigma ritkán vizsgálja a különböző tevékenységeket értéknövelő szemszögből, és keveset tesz az értéknövelő tevékenységek kiküszöbölésére. A Six Sigma protokoll mindenekelőtt az eltérések kiküszöbölését írja elő, és csak ha ez nem lehetséges, akkor a Six Sigma kritérium (DFSS) szerinti tervezést hajtják végre. A karcsú gyártás azon az előfeltevésen alapul, hogy a folyamatok újratervezése (a nem értéknövelő tevékenységek kiküszöbölése érdekében) 10% alatt minden esetben bizonyos mértékig szükséges.
2. A folyamat sebességének és ciklusidejének növelése. A ciklusidő és a válaszkészség optimalizálását gyakran a Six Sigma eredményének tekintik. A Six Sigma szakértői azonban nem kötik össze a minőséget és a sebességet, sem gyakorlatilag, sem elméletileg, és nem szabnak korlátot a folyamatban szükséges munkamennyiségnek a pull rendszerben (erre a műveletre azért van szükség, hogy az átfutási idő korlátozott varianciával szabályozható paraméter legyen ). A folyamatban lévő munka mennyisége a legfontosabb tényező a ciklusidőben (a Little-törvény szerint). Ha nem korlátozza a folyamatban lévő munkát a maximumra, a ciklusidő csökkentése álom marad.
Ügyfél elvesztése
Az egyik legjelentősebb veszteség, amelyet a karcsú gyártás nem vesz figyelembe, az egy ügyfél elvesztése. Elmarad az ügyfelekkel kapcsolatos bevételektől, és az új ügyfél megszerzésének költsége jellemzően lényegesen magasabb, mintha azonos mennyiségű szolgáltatást vagy terméket adna el egy meglévő ügyfélnek. Valójában az összes veszteség, amelyet a karcsú gyártás kifejezetten azonosít, a folyamaton belüli, nem pedig külső. Bizonyítható, hogy ezeknek a belső veszteségeknek a kiküszöbölése jelentősen csökkenti a külső ügyfél elvesztésének valószínűségét, mivel gyorsan, pazarlás nélkül és minimális költséggel nyújtja a szolgáltatásokat. Azonban sok időt és erőfeszítést pazarolhat olyan szolgáltatás nyújtására, amelyet az ügyfél nem akar, ezért a Six Sigma konstruktívabb megközelítést alkalmaz a „vevő hangjának” beépítésére, és az ügyfél elvesztését hibaként határozza meg.
3. Sebesség-eszközök. A Six Sigma eszközök ritkán tartalmaznak olyan lean gyártási eszközöket, mint például a teljes üzem karbantartása (TPM), az időalapú értékmegosztás, az 5S stb. Ezeket a rendkívül hatékony sebességű eszközöket több évtizedes gyakorlati alkalmazás során fejlesztették és finomították. Természetesen a szolgáltatóiparhoz való adaptálásuk némi erőfeszítést igényel, de figyelmen kívül hagyásuk nem éri el a maximális folyamattermelékenységet.
4. Módszerek a gyors eredmények elérésére (kaizen folyamat, DMAIC). A karcsú gyártásnak van egy kaizen módszere a gyors fejlesztéshez. Rövid távú, intenzív projekteket jelent, amikor egy releváns tudással rendelkező embercsoport négy-öt nap leforgása alatt célirányosan és szisztematikusan fejleszt egy kiválasztott folyamatot vagy tevékenységtípust. Az ilyen rendezvények hatékonysága rendkívül magas, a kézzelfogható eredmények gyors elérése erőteljes lendületet ad a kreatív gondolkodásnak. Amint ebből a könyvből megtudhatja, a kaizen kiemelkedő szerepet játszik a szolgáltatásnyújtásban, bár a módszer gyakran némi módosítást igényel. Ha az arzenálban van egy működésfejlesztési módszer, az nagyszerű katalizátor a DMAIC projektekhez. A Lean cselekvésre való összpontosítása gyorsabb eredményeket tesz lehetővé.
5. A Six Sigma minőség sokkal gyorsabban érhető el, miután a nem hozzáadott értéket előidéző lépéseket lean gyártási módszerekkel kiküszöbölik. A Six Sigma Research Institute összeállított egy táblázatot (14. ábra), amely a hibák halmozott hatását vizsgálja a tényleges átbocsátásra. Vegyünk például egy számlázási folyamatot, amely 20 tranzakciót tartalmaz, amelyek mindegyike 4a szinten történik (99,379%-os hozam). A teljes valós átviteli sebesség (0,99379) 20 = 88%, ami meglehetősen jellemző a szolgáltatásnyújtási folyamatokra. Az ilyen alacsony hozam problémákat okoz a kintlévőségekkel, és szükségessé teszi a pénz „kiütését” és az újrafeldolgozást.

Rizs. 14. Valódi sávszélesség
Ez a táblázat jól mutatja, hogy nagyon nehéz magas minőséget elérni a nagy műveletszámú folyamatokban, és fordítva, az alacsony minőség sokkal erősebb hatással van egy összetett folyamatra. A Six Sigma minőségi szintek elérésének leghatékonyabb módja a minőség javítása és a karcsú gyártási elvek alkalmazása az értéknövelő folyamat lépéseinek kiküszöbölése érdekében.
A lean gyártási eszközök használatával gyorsan (legfeljebb néhány hét alatt) megszüntetheti a nem értéknövelő tevékenységeket, valószínűleg legalább a felét (10). Így a 20 feldolgozási szakasz helyett a számlák már csak 10-en mennek keresztül. Nyilvánvaló, hogy további minőségjavító intézkedések nélkül is egy 10 szakaszból álló folyamatnál sokkal kisebb a hiba valószínűsége, mint egy 20 szakaszból álló folyamatnál.
A tényleges áteresztőképesség (0,99379) 10 = 94%-ra nő. A magasabb hozam növeli a fejlesztési befektetés megtérülését, és ami még fontosabb, a folyamat sebessége megduplázódik, ami lehetővé teszi, hogy ne csak gyorsabban nyújthassa szolgáltatásait az ügyfélnek, hanem növelje a minőségi eszközök megtérülési rátáját a hatékonyságuk megkétszerezésével. .
A Lean és a Six Sigma kombinálásával nemcsak a tevékenységek számát csökkentheti, hanem a fennmaradó tevékenységek minőségi szintjét is javíthatja, mondjuk 5a-ra, ami a tényleges átbocsátást (0,99976)10 = 99,8%-ra növeli.
Kihívást jelentő kihívás a Six Sigma támogatói számára
Néha felmerül a kérdés: jobb-e a folyamatoptimalizálással kezdeni a Six Sigma segítségével (anélkül, hogy kiküszöböljük az értéknövelő lépéseket), vagy először a nem értéknövelő lépéseket kiküszöböljük Lean módszerekkel, és csak ezután kezdjük el a folyamat optimalizálását Six Sigma segítségével. Néhány Six Sigma támogatója úgy véli, hogy a lean gyártási technikákat (például a pull rendszert) kell alkalmazni, miután a folyamatot ellenőrizték és optimalizálták. Ez a nézőpont azonban könnyen megkérdőjelezhető: „A lean gyártás és a húzórendszer alkalmazása, amely lehetővé teszi a sebesség szabályozását és a ciklusidő csökkentését, károsítaná a Six Sigma megvalósítását?” Valójában a Lean és a Six Sigma eszközök együttes használata lesz a legkedvezőbb hatással a vállalati kultúrára. A projekteket a ROIC növelésére gyakorolt hatásuk alapján kell kiválasztani, nem pedig az alapján, hogy szükség van-e egy eszközkészletre a probléma megoldásához – olyanra, amely lean gyártást kínál, vagy olyanra, amely Six Sigmát használ.
A Lean és a Six Sigma egyesítése a szolgáltatások javítása érdekében
Köztudott, hogy a Lean Six Sigma módszer egy hatékony eszköz a felső vezetés stratégiájának megvalósítására, és egy taktikai eszköz, amely lehetővé teszi a független részlegek vezetői számára az éves és negyedéves célok elérését. Ha a vezetőség távol marad a Lean Six Sigma programtól, a vállalatnak valószínűleg veszítenie kell azon versenytársakkal szemben, ahol a menedzserek ezeket a technikákat hozzáadták az arzenáljukhoz.
A lean gyártás alapelveinek és a Six Sigma összevonása lehetővé teszi, hogy öt olyan „törvényt” fogalmazzunk meg, amelyek meghatározzák a fejlesztési munka irányait. Alább látható az első négy (a számozást 0-tól kezdtük, mivel ez a törvény az alapja a többinek).
0. A piac törvénye. Az ügyfelek szemszögéből a minőség szempontjából kritikus kérdések a fejlesztés legfontosabb prioritásai, ezt követi a befektetett tőke megtérülése (ROIC) és a nettó jelenérték (NPV). Ezt a törvényt nulla törvénynek nevezzük, mert ez az alapja a többinek.
1. A rugalmasság törvénye. Bármely folyamat sebessége arányos az adott folyamat rugalmasságával (lásd a 10. ábrát).
2. A fókuszálás törvénye. Bármely folyamatban előforduló késések 80%-át az összes művelet 20%-a okozza.
3. A sebesség törvénye. Bármely folyamat sebessége fordítottan arányos a folyamatban lévő munka mennyiségével (vagy a munkában lévő „tárgyak” számával). A Little's Law kimondja, hogy a folyamatban lévő objektumok száma növekszik a hosszú átállási idők, az átdolgozási idők, a kereslet és kínálat eltérései, valamint a kínált termék ideje és összetettsége miatt.
4. A bonyolultság és a költségek törvénye. Jellemzően egy szolgáltatás vagy termékkínálat összetettsége nagyobb mértékben növeli a hozzáadott értékkel nem rendelkező munkát és a folyamatban lévő munkát, mint az alacsony minőség (alacsony szigma) vagy az alacsony sebesség (nincs lean).
A siker története. Új Lockheed Martin hagyományok
A Lockheed Martin a Lockheed és a Martin-Marietta egyesülésével jött létre 1995-ben (egyike a számos egyesülésnek), tehát technikailag a cég körülbelül hét éves. De kérdezze meg az itt dolgozókat, és azt fogják mondani, hogy a cég még fiatalabbnak érzi magát, mert még két évvel ezelőtt a legtöbb alkalmazott szorosan kötődött korábbi szervezetéhez, és a Lockheed Martin inkább egy 18 vállalatból álló sokszínű csoport volt, semmint egységes. oktatás.
Két éve született meg az LM21 - Operational Excellence program, amely a Lean Six Sigma módszerre épül. Mike Joyce, az LM21 alelnöke szerint ez a módszer egy megszilárdító kezdet lett a vállalat számára, ami segített a dolgozóknak megtanulni a közös cél érdekében együttműködni. Az alábbiakban bemutatjuk, hogyan sikerült ezt elérniük.
üzleti ötlet
A Lockheed Martin sikerét nagymértékben meghatározzák a találmányok, a jelentős tudományos és technológiai eredmények, valamint a kivitelezés minősége. Ez a magyarázata annak, hogy a fejlesztési munka nagy része a szolgáltatásnyújtás területén történik: fejlesztés, beszerzés, tervezés, életciklus-támogatás, munkaerő-felvétel, ügyfélszámlázás, jogi stb. az egyes terméktípusok költségei beszerzésből vagy alvállalkozásból származnak.
Ahogy Joyce mondja: „Soha nem álmodoztunk volna arról, hogy új vadászgépeket 1975-ös típusú radarokkal szereljünk fel, de továbbra is teljesen elfogadhatónak találtuk, hogy az ellátási láncunkban 1975-ös üzleti folyamatok szerepeljenek. Nemcsak egy új radart kell kifejlesztenünk, hanem alaposan ki kell dolgoznunk a radar létrehozásának folyamatát is.”
A kormány szerződést kötött a Lockheed Martinnal a vállalat által „szoftvertervezésként” definiált tevékenység végzésére, vagyis egyedi szoftvermegoldások fejlesztésére, amelyek megfelelnek az ügyfelek egyedi igényeinek. A cég azt mondja: "A tudományos és technológiai eredmények és innovatív megoldások mindennapi munkánk részét képezik." Nem csoda, hogy a Lockheed Martin 125 ezer alkalmazottjából 50 ezer tudós és mérnök.
A hagyomány kérdése a Lockheed Martinnál nagyon fontos tényező volt. A Lockheed Martin számos vállalat korábbi részlegeit építette be, köztük a General Dynamics, a GE, az IBM, a Goodyear, a Westinghouse, a Loral és a Ford saját örökségével. 18 különböző cég összevonása 18 különböző számítógépes rendszert, 18 különböző alkatrészszámozási rendszert, 18 különböző beszerzési megközelítést, 18 különböző specifikációírási módot, alkalmazottak felvételét, számlák fizetését jelentette.
Sőt, minden cégnek megvolt a saját háttere a minőség javításáért folytatott küzdelemben: minőségi körök, statisztikai folyamatszabályozás (SPC), folyamatos áramlású gyártás, Six Sigma, TQM, lean gyártás. Ezért a Lockheed Martin fejlesztési stratégiáinak lehetővé kellett tenniük az emberek számára, hogy büszkék lehessenek cégük hagyományaira, és folytassák azokat, miközben a csapatmunka jól működött.
E cél felé való elmozdulás 1998-ban kezdődött, amikor a Lockheed Martin vezetése rájött, hogy az új vállalkozás óriási minőségi és kivitelezési erőforrásokkal rendelkezik. Bevezették az LM21 Best Practices nevű programot, hogy felhalmozott tudásukat és tapasztalataikat az egész cég számára elérhetővé tegyék.
Mike Joyce, az LM21 program (a Lockheed Martin működési kiválósági programja) alelnöke és Manny Zulueta, a Material Acquisition Center – Mid Atlantic Region (MAC-MAR) alelnöke segített megismerkedni a Lockheed Martin Lean Six Sigma alkalmazásával. ), James Isaac, a Northern Material Acquisition Center Supply Chain Excellence igazgatója és Miles Burke, tanúsított Black Belt és Supply Chain Improvement Manager.
A Lockheed Martin világszerte 125 000 alkalmazottat foglalkoztat négy fő területen: repüléstechnika, űrrendszerek, rendszerintegráció és szolgáltatástechnológiák.
Bár a bevált gyakorlatok megosztása jó kezdet volt, megvoltak a maga hátrányai:
- Mi a "legjobb"? A jelenlegi üzleti környezetben a változás üteme felgyorsul. A bevált gyakorlatokra összpontosítva szem elől tévesztheti a pazarlást és a vállalkozás egészének fejlesztésének lehetőségeit;
- az emberek önelégültekké válhatnak. A Lockheed Martin arra törekszik, hogy minden alkalmazott sürgősnek érezze a folyamatos fejlődést, és soha ne érezze úgy, hogy elérte a tökéletességet. A „legjobb” egy átmeneti fogalom;
- a „legjobb gyakorlatok” rendszere túl rugalmas volt. Eleinte a gyárak és más részlegek maguk döntötték el, hogy melyik legjobb gyakorlatot kívánják alkalmazni. "De amikor a Lockheed Martin készít valamit, annak jelentenie kell valamit a minőségi szabványok szempontjából" - mondja Joyce. - Nem engedhetjük meg, hogy osztályaink megtagadják a minőség javítását például azzal, hogy érdeklődnek a fejlett üzletfejlesztési módszerek iránt. A minőség és a gyorsaság mindenki számára kötelező.”
Az LM21 program a vállalkozás minden részlegére kiterjedt, minden típusú munkára vonatkozott, és a termelékenység és a hatékonyság növelését célozta.
Manny Zulueta, az Anyagbeszerzési Központ alelnöke
Így két év elteltével az LM21 program prioritásai a bevált gyakorlatokra való összpontosításról a kiváló teljesítmény felé tolódnak el, és az elsődleges cél a lean folyamatok Six Sigma minőségben való megvalósítása volt.
„Ez a teljes Lockheed Martin operációs rendszert lefedi – mondja Joyce –, „mindenre, amit csinálunk, az ügyfélszámlázástól és a vásárlástól kezdve a termékfejlesztésig és az emberek felvételéig.” Az új LM21 megközelítés a Lean Six Sigma elveken alapul: minden munkát alaposan átvizsgálnak, az értéknövelő tevékenységeket és a hulladékot azonosítják, megszüntetik, és a fennmaradó tevékenységeket javítják. Ennél is fontosabb, hogy az LM21-et nem a szervezet tevékenységein kívülinek vagy külsőnek tekintik. „Ez egy olyan stratégia, amely segít a vezetőknek ambiciózus éves célok elérésében és olyan folyamatok kialakításában, amelyek hosszú távon fenntartható eredményeket tesznek lehetővé” – mondja Joyce. „Mindenkinek az a dolga, hogy végezze a munkáját, és javítsa a munkamódszerét.”
Előkészítés és telepítés
A Lockheed Martin LM21 program telepítésének szerves részét képezik a Six Sigma infrastruktúra kritikus összetevői. Közöttük:
1. A felső vezetés kétségtelen és egyértelmű támogatása és a programban való részvétele
A Lockheed Martin vezérigazgatója, Vance Coffman hangot adott az LM21 támogatásának.
2. A felső vezetés képzésben részesül a Lean Six Sigma koncepciókban és azok alkalmazásában.
Coffman és teljes végrehajtó bizottsága négy és fél napos képzést végzett (két és fél napos tantermi képzést és két napos gyakorlati képzést a folyamat finomhangolására). Ez a tanfolyam a következőket tartalmazta:
- A Lockheed Martin 5 kiválósági alapelve (lásd a keretes írást);
- félnapos ülés az „érték meghatározása az ügyfél szemszögéből”, beleértve egy kerekasztal-beszélgetést az ügyfelekkel, akik elmondták véleményüket arról, hogy a Lockheed Martinnal jó üzletet kötni;
- értékáramok és folyamatfolyamatok tanulmányozása, beleértve a szimulációs modellezést rendszerfejlesztéshez;
- strukturált problémamegoldás gyakorlata.
A Lockheed Martin öt kiválósági alapelve
Mike Joyce szerint fontos volt, hogy a Lockheed Martin már korán meghatározza a kiválóság elveit, mert ezek alapján választották ki a munkavégzés módját. Ezek az elvek a Lean Manufacturing és a Six Sigma elemeit egyaránt tartalmazzák.
- Értse meg, mi az értékes az ügyfél szemszögéből. Az ügyfél nem csak azért értékeli, amit adsz neki, hanem azt is meghatározza, hogy kényelmes-e veled üzletelni. Mindenkinek meg kell értenie, mi az értékes ügyfele számára. Az első lépés ennek a helyes megoldása, mivel ez lehetővé teszi, hogy bármely munkát értéknövelőnek vagy hulladéknak minősítsen. Ha hibázik az érték megértésében, akkor minden további munka veszteség lesz!
- Ismerje meg, mik az „értékfolyamok”. A menedzsernek alaposan tudnia kell, hogy a szervezet mely részlegeiben készül a termék vagy szolgáltatás. Itt nincs helye találgatásnak: le kell írni, minden lépést dokumentálva, és készen kell állnia arra, hogy válaszoljon olyan kérdésekre, mint például: „Mikor láttuk ezt utoljára? Hol vannak az adatok ezekből a megfigyelésekből?
- Mélyen megérteni a munkafolyamatot. A mérnökök gyakran beszélnek a "követelménypiramis csúcsáról" - a legfontosabb szükségletről, amelyet egy terméknek vagy szolgáltatásnak ki kell elégítenie, és ez az igény ural minden mást. A kiválóság elérése során a követelmények piramisának csúcsa olyan rendszerek tervezése, amelyek optimalizálják az adatáramlást és a molekulák áramlását. Ha nem optimalizálja az áramlást, nem éri el az optimális hatékonyságot.
- A ciklusidő és a „húzás” prioritása. A cél az átfutási idő abszolút minimumra csökkentése, hogy Ön azonnal reagálhasson a változó vásárlói igényekre.
- Törekedj a tökéletességre. A Lockheed Martin számára ez Six Sigma minőséget jelent Lean sebesség mellett.
A vezetőképzésnek két másik fontos szempontja is van:
- Eleinte Vance Coffman csapatának sok tagja kevésbé volt lelkes, amikor megtudta, hogy négy és fél napos edzést kell kiiktatniuk az ütemtervükből. Egy találkozón Mike Joyce megkérdezte őket: „Hányan tanultak közületek ilyen gondolkodásmódban?” A 20 emberből csak ketten emelték fel a kezét (az egyik a Six Sigmát, a másik a Lean Manufacturing-t ismerte). Joyce ezután azt mondta, hogy ha ez a csapat vezeti a Lean Six Sigma vállalat általi megvalósítását, akkor tudniuk kell, miről van szó. A képzés elvégzése után a vezetőség képviselői egyöntetűen kijelentették, hogy ez volt az egész pályafutásuk legjobb képzése. Ahogy Joyce maga mondta: „Nem szándékoztunk fekete övessé tenni őket, vagy radikálisan megváltoztatni a folyamatot két nap alatt. De reméltük, hogy olyan lendületet adunk, amely segíti őket abban, hogy a megfelelő irányba lépjenek, és támogassák az LM21 programot";
- A Lockheed Martin felsővezetői csapata a Lean Six Sigma képzésben részesült osztályaikon belül, nem pedig elszigetelten. Felmerült a kérdés: Miért? Ahogy Joyce válaszolt: „Végső soron az LM21 programnak mindenkit be kell vonnia a vállalatból. Tehát ahelyett, hogy mindannyian együtt edzenek, azt szeretném, ha a munkatársaival együtt edzenek egy munkakörnyezetben. Hadd lássa mindenki, hogy a menedzsmentnek szándékában áll végrehajtani ezt a programot.”
- A projektek azonosításáért és kiválasztásáért az elsődleges felelősség a közvetlen vezetést (pl. osztályvezetőket) terheli, akik gyakran projektszponzorként működnek. Általában ők a folyamat tulajdonosai, vagyis ők felelősek a folyamat fenntartásáért és fejlesztéséért.
- A Subject Matter Experts egy 20 tapasztalt szakemberből álló csoport, akik közvetlenül Mike Joyce-nak számolnak be. Ebben az értelemben hasonlóak a Six Sigma bajnokaihoz más szervezetekben, de a Lockheed Martinnál sokkal fontosabb szerepet töltenek be. Ez a 20 szakember különböző funkcionális területekről érkezik: üzleti műveletek, készpénzkezelés, ellátási lánc menedzsment, termelés menedzsment, fejlesztés, humán erőforrás, ügyfélkapcsolatok, logisztikai menedzsment, szoftvermenedzsment stb. Fő céljuk, hogy röviden megértsék az LM21-gyel kapcsolatos dolgokat. időkeretet és megkönnyíti a program bevezetését minden helyszínen és minden funkcionális egységben. Feladatuk, hogy folyamatkatalizátorként működjenek a Lockheed Martin 36 telephelyén, és biztosítsák, hogy ezeken a helyszíneken a munka a vállalati módszertan szerint és a megállapított szabványoknak megfelelően történjen.
- A Lockheed Martin azt a célt tűzte ki maga elé, hogy alkalmazottainak 1%-át képezze ki a fekete öves tanúsítvány megszerzésére (az igazolás azt jelenti, hogy több hetes képzésen, számos projekten mentek keresztül, és mentorálják a Green Belteket). Segíti az LM21 szponzorát és adminisztrációját. .
- Bárki elvégezheti a 40 órás tanfolyamot, hogy zöldövezetté váljon. A zöldövezettől mindössze annyi kell, hogy a képzést követően egy olyan csapatot kell vezetnie, amely költségmegtakarítást eredményező projekten dolgozik. Az Anyagbeszerzési Központ rendszerintegrációs csoportjának 160 dolgozójából eddig 43-an végeztek ilyen képzést, közülük 32-en rendelkeznek bizonyítvánnyal.
- megnövekedett követelmények a programvezetőkkel szemben.
Mostanáig a legtöbb programvezetőt egy dologra kérték fel - hogy biztosítsák az ügyfélnek a szerződésben foglaltakat: „Itt vannak a költségek, és itt a munkaterv. Biztosítsa az időben történő szállítást." Most azt mondják nekik, hogy ez nem elég: nemcsak a költségvállalásokat kell teljesíteniük, és az ütemtervben kell maradniuk, hanem az általuk felelős program működésének javításával is foglalkozniuk kell. „Olyan ez, mintha a játék közepén változtatnánk a szabályokon” – mondja Mike Joyce. „Szeretnénk megbizonyosodni arról, hogy rendelkeznek a megnövekedett igényekkel való lépéshez szükséges tudással és eszközökkel.” - a vállalkozás összes részlegének munkájának szinkronizálása.
Tegyük fel, hogy a Lockheed Martin kizárólag a gyártási műveletek egyszerűsítésére összpontosított, és a karcsú gyártás megtestesítőjévé tette azokat: gyors, hatékony, éppen időben, szükségtelen készletbefektetés nélkül. Ez a munka azonban a lefolyóba süllyed, ha a tervezők továbbra is kötegelt rendeléseket dolgoznak fel, vagy ha a kínálat nem szüntette meg a hiányt, és a beszállítók nem biztosítják a szükséges minőséget vagy jobb tervezést. Az ilyen típusú problémák minden olyan szervezetet érinthetnek, amely nem alkalmaz szisztematikus megközelítést annak biztosítására, hogy a puzzle darabjai illeszkedjenek egymáshoz. Mindezen pontok nyomon követése segít a vállalatoknak elkerülni az állandó meghibásodások klasszikus állapotát, amelyek korlátozzák a Lean Six Sigma befektetések ROI-ját; - Meggyőzni az embereket, hogy nem nélkülözhetik a Lean Six Sigma-t.
A Six Sigmát, és különösen a Lean Manufacturing-t a szolgáltatóiparba igyekszik behozni, valószínűleg a két válasz egyike fogja fogadni (és a Lockheed Martin mindkettőt jól tudja). Először is: „Ez nem felel meg nekünk... Ennek semmi köze a szoftverhez. jogi szolgáltatások. hogy (töltsd ki magad). Második: „Látod, ezt már kipróbáltuk. Tíz éve csináltuk ezt. Ennek semmi haszna." Ezekre az ellenvetésekre Mike Joyce így válaszol: „Rendben, nézzük meg a folyamatot, és derítsük ki, mi történik valójában.” Arra kéri az embereket, hogy menjenek végig a teljes folyamaton, amelyen egy dokumentum megy keresztül, figyeljék meg, mi történik, és gyűjtsenek adatokat a dolgok jelenlegi állásáról. Az embereket mindig lenyűgözik felfedezéseik. és kezdik felismerni, hogy rengeteg lehetőségük van a minőség javítására, a sebességre és a költségek csökkentésére!
3. A menedzsment minden szinten alapképzésben részesült
Amikor a felső vezetés befejezte a képzést, a Lockheed Martin minden alkalmazottjának, aki részt vett a kompenzációs rendszerben, el kellett végeznie az alaptanfolyamot. Ebben a szervezetben ez mindenkire vonatkozott, aki igazgatói vagy magasabb beosztást töltött be. Ezt az ötnapos lean tréninget részlegek között szervezték meg, és 50 fős csoportokban bonyolították le, amíg mind az 5000 vezető be nem fejezte. (A program mostanra kibővült az ügyfelekkel és a beszállítói vezetőkkel, akiknek megtanítják a gyors eredmények elérésének módjait.)
4. A megvalósítás értékfolyam-feltérképezéssel kezdődött
Stratégiai szempontból a Lockheed Martin kiindulópontja az értékáram programszintű feltérképezése volt, mivel ezen a szinten történik a keresztfunkcionális áramlásoptimalizálás (a program folyamatok összessége, amelyet arra használnak, hogy egy adott ügyfél számára termék vagy szolgáltatás). Az értékáram térkép tükrözi a dolgok jelenlegi állását, vagyis megmutatja, mi történik a munkahelyen. Az értékáram-térképek lehetőséget adnak a kiválóság elvei alapján végzett műveletek értékelésére: értéket teremt az ügyfél fejében? Mik a mulasztásaid? Mit tehetsz, hogy legyőzd őket?
5. Folytatják a stabil infrastruktúra kiépítését
Minden alkalmazott részt vesz a fejlesztési projektekben, és „just-in-time” képzésen vesz részt. Az LM21 projektek olyan belső munkaerőre támaszkodnak, amely magában foglalja a fekete öveseket, a zöld övezeteket, a szponzorokat és a Lockheed Martin által tantárgyi szakértőknek (SME) nevezetteket.
6. Módszereik a lean gyártás és a hat szigma fúziója.
Az LM tanterv és fejlesztési módszerek a Lean és a Six Sigma alapvető eszközeinek és elveinek kombinációja, mint például a DMAIC módszertan, a hét hulladéktípus azonosítása (lean gyártási eszköz), a folyamatok feltérképezése, a ciklusidő csökkentésén való munka stb. .
7. Az első adandó alkalommal beszállítókat vállaltak.
„A legtöbb gyártóhoz hasonlóan mi is mindig nagy hangsúlyt fektettünk a beérkező anyagok ellenőrzésére, hogy biztosítsuk, hogy azok megfelelnek a specifikációinknak és a műszaki dokumentációnknak” – mondta Manny Zulueta, a Lockheed Martin Anyagbeszerzési Központjának alelnöke. „Aztán öt-hat programot csináltunk, ahol nagy beszállítókkal dolgoztunk azon, hogy üzemeikben bevezessék a Lean Six Sigmát, hogy jobb beszállítókká tegyük őket... És a beérkező anyagok szinte hibátlanok voltak. Most, amikor megkapjuk az anyagot, csak meg kell győződnünk arról, hogy megfelelő mennyiségben érkezett-e meg, gyorsan ellenőrizni kell az állapotát, és utána küldhetjük a raktárba.”
A beszállítói együttműködések a Lockheed Martin munkatársai által lebonyolított Lean Six Sigma képzéstől a szimpóziumokig terjednek, ahol a beszállítók megoszthatják egymással tapasztalataikat.
Az ilyen együttműködés lehetőségei azonban nem korlátlanok. A beszállítók ezreinél a Lockheed Martin nem tud mindenkivel ilyen jellegű munkát végezni. „Azonosítottunk egy olyan kritériumrendszert, amely lehetővé teszi számunkra, hogy meghatározzuk, mennyire fontos egy adott beszállító számunkra, mérlegeltük az előnyöket és hátrányokat, és mennyiségi mutatók rendszerével értékeltük őket” – magyarázza Dzulueta. - A következő tényezőket vettük figyelembe: a beszállítók mennyire teljesítik az elvárásainkat, vannak-e számunkra fontos technológiáik, munkájuk milyen mértékben befolyásolja a termékek minőségét stb. Összeállítottunk egy listát, amelyen körülbelül 200 fő szállító szerepel, akikkel együttműködve mindannyian dolgozni akarunk"
„A beszállítókkal való együttműködés titka – mondja Dzulueta – a beszállító cég vezetésével való szoros kapcsolat. Minden úgy működik, ha sikerül bevonni a felső vezetést, mert úgy gondoljuk, hogy be kell vonni őket az átalakítási folyamatokba. Általában az ilyen munka a szállítóval több hónapig tart. Ezt a felső vezetés támogatása nélkül nem tudjuk megtenni. Ha a cég elnökét, vezérigazgatóját vagy vezérigazgatóját ez nem érdekli, annak nagy valószínűséggel kudarc lesz a vége.”
A Lean Six Sigma tapasztalat segít előrehaladni
James Isaac egy példa arra, hogyan használják az LM21 programot a vezetés fejlesztésére. Jelenleg a MAC-MAR Supply Chain Excellence igazgatója, ezt a pozíciót 2002 tavaszán töltötte be. Ezt megelőzően két évig „szakértőként” dolgozott. „Nagyon alapos képzésben részesültünk” – mondja Isaac. „Emellett személyes képzésben is részesültünk a vezetői készségek, a sikeres projektekben való részvétel és a termelékenység javítása terén.”
Mielőtt Isaac-et kinevezték jelenlegi pozíciójába, csak érintőlegesen vett részt az ellátási lánc kezelésében. „Mielőtt szakember lettem, 18 évig dolgoztam a Lockheed Martinnál rendszermérnökként” – mondja. - Nagyon érdekes volt egy beszállító szemszögéből nézni a tervezést. Most teljesen más szemmel nézem, mi történik azokkal a fejlesztésekkel, amelyekben korábban magam is részt vettem.”
eredmények
Az LM21 program ma már több mint 5000 projektet fog össze, amelyek közül több mint 1000 az üzleti műveletek (menedzsment, pénzügyi menedzsment, ügyletek lezárása, beszerzés stb.) területén valósul meg. A kezdeti cél az volt, hogy négy év alatt 3,7 milliárd dollárral csökkentsék a költségeket – a valóságban a megtakarítás megközelíti a 4 milliárd dollárt. Amint Mike Joyce megjegyezte, egy Lockheed Martin méretű szervezetben nehéz vitatkozni, hogy mindez csak eredmény LM21, de a kiválóságra fordított figyelem kétségtelenül az egyik legfontosabb tényező. Egyéb üzleti mutatók is javulnak: rekordszámú megrendeléssel rendelkezik a cég; a kötelezettségek jelentősen csökkentek az egyesüléskori szinthez képest; Az éves pénzforgalom milliárdos. Ezek a változtatások – sok közülük a szolgáltatások terén – lehetővé tették a Lockheed Martin számára, hogy új generációs cirkálórakétát hozzon létre, amely ugyanolyan képességekkel rendelkezik, mint más termékek, de feleannyi költséggel és egyharmad ciklusidővel. A részlegek és az egyes projektek szintjén minden Lean mutató jelentősen javult. Számos folyamatban jelentősen csökkent az átadás-átvétel, ami rövidebb ciklusidőt és nagyobb ügyfél-elégedettséget eredményez.
Hasonló eredmények láthatók a Lockheed Martin nem alapvető gyártási tevékenységeiben is. Hasonló gyorsulást és költségmegtakarítást ért el a Naval Electronics and Surveillance Systems, egy olyan csoport, amely termékeket és szolgáltatásokat kínál a világ flottáinak leküzdésére, beleértve a fejlett hajón szállított elektronikus hadviselési rendszereket és kommunikációs rendszereket. Ezek az eredmények befolyásolták a Lockheed Martin azon képességét is, hogy új megrendeléseket szerezzen. Például a céget a közelmúltban a Deepwater egyik fővállalkozójaként választották ki, amely az Egyesült Államok tengeri határvédelmi hatóságának valaha volt legambiciózusabb programja.
Dollármilliárdokat különítettek el erre a programra a haditengerészet infrastruktúrájának újjáépítésére, és a Lockheed Martin fogja irányítani a megvalósítást. Miközben a vállalat egy 20 éves programba kezd, a vállalat széles körben alkalmazza a Lean Six Sigma eszközöket az ügyfelek értékének meghatározására és a kritikus vevői igények azonosítására, kihasználva a Six Sigma tervezést, és szoros kapcsolatokat alakít ki új beszállítókkal.
Növelje vállalkozását
Mike Joyce szerint fontos, hogy a menedzsment ne tegye egyenlőségjelet a „pazarlás megszüntetése” és az „emberek elbocsátása” között.
„Az LM21 célja nem az, hogy az embereket elbocsássa, miután megszüntettük a pazarlást, hanem az, hogy javítsuk működésünket, és értéknövelő munkahelyeket biztosítsunk az embereknek anélkül, hogy az energiájukat pazarolnák” – mondja. „A pazarlás kiküszöbölésével jobb ajánlatot tudunk ajánlani ügyfeleinknek, ami lehetővé teszi üzletünk bővítését.”
Mint minden vállalat, a Lockheed Martin is elismeri, hogy nem tudja garantálni az egész életen át tartó foglalkoztatást az alkalmazottak számára. Az LM21 program keretében végzett munka azonban kibővíti a vállalat azon képességét, hogy új nagy szerződéseket szerezzen. Az LM21 képzéseken és projektekben részt vevő alkalmazottak olyan készségekre tesznek szert, amelyek lehetővé teszik számukra, hogy jobban ki tudják szolgálni az ügyfeleket, növelve esélyüket a hosszú távú munkavállalásra a vállalatnál. „Az ügyfél munkát ad nekünk – mondja Joyce –, ezért a végső cél mindenki számára a stabil foglalkoztatás.”
Nehéz feladatok
Képzeld el, milyen nehéz rávenni 125 000 embert, hogy másképp gondolkodjanak és dolgozzanak, és értékelni fogja a Lockheed Martin munkáját. A cég azt a feladatot tűzte ki maga elé, hogy 2004-ig a munkavállalók 60%-a (kb. 70 ezer fő) végezzen el egy hetes „zöldöv” megszerzésére irányuló képzést, vagy vegyen részt egy hetes projektben. Mindeközben a cég aktívan részt vesz az összes megvalósított program értékáram-térképeinek összeállításában (számuk 2000). Többek között a feladatok:
Ezek az adatok normál eloszlásra érvényesek. Figyelembe kell venni, hogy nem minden folyamatra jellemző a normális eloszlás. További információ a statisztikai folyamatvezérlésről: Wheeler D., Chambers D. Statisztikai folyamatvezérlés. Üzleti optimalizálás Shewhart vezérlőkártyákkal. M.: Alpina Business Books, Alpina Kiadó, 2009. kb. tudományos szerk.
Tudjon meg többet a lean gyártás kifejezésekről: A karcsú gyártás illusztrált szószedete/Szerk. C. Marchwinski, D. Szuka. - M.: Alpina Business Books, 2005. Megjegyzés. tudományos szerk.
Bővebben az értékáram-térképekről: M. Rother, D. Shook. Tanuld meg átlátni az üzleti folyamatokat. Értékáram térképek készítésének gyakorlása. - M.: Alpina Business Books, 2005. Megjegyzés. tudományos szerk.
Nem szabad megfeledkezni arról, hogy D. Womack és D. Jones, akik az 1990-es évek elején „formalizálták” a japán „lean gyártást” az amerikaiak számára, a fogyasztói értékkel kezdik, mint az egész karcsú gyártás koncepciójának egyik központi gondolatát. . jegyzet tudományos szerk.
A japánok (és elsősorban a Toyota) körében rendkívül népszerű vezérlőtáblák - a változékonyság csökkentésének fő eszköze - jóval a Six Sigma koncepciója előtt jelentek meg. Ennek megfelelően nehéz egyetérteni a szerzővel abban, hogy a lean gyártás (Toyota gyártási rendszer) nem rendelkezik ilyen eszközökkel. Általánosságban elmondható, hogy a minőség javítása nem lehetséges az eltérések csökkentése nélkül. jegyzet tudományos szerk.
James Womack munkái alapján készült, olyan könyvek szerzője, mint a The Machine that Changed the World és a Lean Thinking (van orosz fordítás: D. Womack, D. Jones. Lean gyártás: Hogyan lehet megszabadulni a veszteségektől és elérni a jólétet - M. : Alpina Business Books, 2005). jegyzet tudományos szerk.
A két jól bevált és népszerű irányítási módszer és a gyártási folyamat optimális beállításának szintézise, amelyek egymást kiegészítik, a Lean Six Sigma.
A koncepciók integrálásának célja egy olyan szinergetikus hatású rendszer létrehozása volt, amely tevékenységi körtől és mérettől függetlenül bármely vállalkozásban alkalmazható.
A Six Sigma koncepció pótolta a Lean Manufacturing koncepció néhány hiányosságát, és fordítva.
Egy összetett szintetizált folyamat alkalmazásának tapasztalatait először 2001-ben írták le, majd 2 évvel később több könyv is megjelent, amelyek részletesen taglalják a Lean Six Sigma elméletét és gyakorlatát. Ennek eredményeként világossá vált, hogy a fogalmak feltételesen „felosztották” egymás között a teljes procedurális sokféleséget: a „lean” megmutatta, hogy mit kell tenni, a Six Sigma pedig megmutatta, hogyan kell ehhez tevékenységeket szervezni.
Milyen módon egészítik ki egymást a fogalmak?
A „karcsúsított gyártás” koncepciója a termelési kultúrát megváltoztatva idővel kibővítette az eszközöket, magába foglalta az értékáram gondolatait, a hibák elleni védekezés módszerét, és átalakult „lean menedzsmentté” (Lean).
A 20. század végére mindkét koncepció (lean és Six Sigma) volt az üzleti tanácsadás legnépszerűbb területe a minőségirányításban, mivel a sikeres implementációk száma az összes implementációhoz viszonyítva magasabb volt, mint a többieké. minőségirányítási módszerek. Együtt még nagyobb hatékonyságot mutattak be.
Hogyan egészíti ki a Six Sigma a karcsút:
- A Lean nem támaszt követelményeket a koncepció megvalósításához szükséges infrastruktúrára. Ennek a kérdésnek a megoldása a vezetők kezdeményezőkészségén és szervezési képességén múlik, és a vezetők összetételének változásával az átállás során nehézségek merülnek fel. A Six Sigma segít formalizálni a vállalat felső vezetése által vállalt kötelezettségeket, kidolgozni egy tervet az erőforrások elosztására és a fejlődésük sikerének nyomon követésére.
- A Lean koncepció nem olyan szigorú, mint a Six Sigma, hanem a fogyasztói igényekre összpontosít. A termelési költségek és a nem termelési veszteségek megszüntetésével kapcsolatos igények kielégítése közvetetten függ, míg a Six Sigma-ban a DMAIC koncepció alapelveinek leírása a fogyasztói igények meghatározásával kezdődik: Define, Measure, Analyze, Improve, Control (orosz: Határozza meg. Mérje. Elemezze. Javítsa. Kezelje).
- A Lean koncepción belül a hibákat a termelési veszteségek fő forrásaként azonosítják, de ezek kiküszöbölésére statisztikai ellenőrzési módszereket ír elő a Six Sigma.
Hogyan egészíti ki a Lean a Six Sigmát:
- A Six Sigma a hibák kiküszöbölésének módszereit írja le, de a Lean Management a hibákon kívül megnevezi a várakozás, a szállítás, a túltermelés, a készletek, az emberek mozgása és az értéknövelő tevékenységek tényezőit is. Néha a gyakorlati szakemberek kiemelik az alacsony minőségű nyersanyagok használatát („hamis gazdaság”) és a sokszínűséget, mint a folyamat nem egységes összetevőinek következményeit.
- A Six Sigma nem magyarázza meg a vevői elégedettség (minőség) és a folyamatidő közötti kapcsolatot. A Lean rendszernek köszönhetően kulcsfontosságúként kerül bevezetésre az „idő” fogalma.
- A Lean kibővíti a Six Sigma által leírt feladatok körét az improduktív tevékenységek megszüntetésével, a munkahely optimalizálásával, a készletek csökkentésével, a szállítási költségek csökkentésével stb.
Ugyanakkor mindkét alaprendszerre jellemző az egyetlen folyamatra való orientáció (ellentétben az őket megelőző, univerzális lefedettséget megkísérlő koncepciókkal). A szintetizált koncepció is megőrizte ezt az eredetiséget.
A Lean Six Sigma alkalmazása az iparágakban
Mindkét alaprendszer, amely létrehozta a Lean Six Sigma szinergikus koncepcióját, „élő” rendszer. A termelési és nem termelési területeken ismételt „tesztelésen” átesett koncepciók univerzálissá váltak - azonos sikerrel alkalmazhatók a különböző iparágakban. A logisztika példáján bemutathatjuk a Lean Manufacturing + Six Sigma komplexum alkalmazását a szolgáltató szektorban.
 A rendelés átfutási ideje a Little-féle képlet szerint egyenlő a folyamatban lévő munka mennyiségének osztva az átlagos munkasebességgel (egy munkavállaló által időnként elvégzett munka mennyisége). A megrendelés teljesítési idejének csökkentése érdekében a Lean Manufacturing és a 6 Sigma rendszerek szintézise a logisztikában három fő területen az optimalizálásra összpontosít:
A rendelés átfutási ideje a Little-féle képlet szerint egyenlő a folyamatban lévő munka mennyiségének osztva az átlagos munkasebességgel (egy munkavállaló által időnként elvégzett munka mennyisége). A megrendelés teljesítési idejének csökkentése érdekében a Lean Manufacturing és a 6 Sigma rendszerek szintézise a logisztikában három fő területen az optimalizálásra összpontosít:
- A logisztikai folyamat lassú folyamat, ami költségessé teszi. (A lassú folyamatok több mint 50%-a nem hozzáadott érték veszteséggel jár).
- A logisztikai szolgáltatások sebessége csökken a folyamatban lévő munkák jelentős része miatt. Ennek eredményeként a munka körülbelül 90%-a befejezetlennek minősül, ami csökkenti a fogyasztói elégedettséget.
- Az irány a lassú folyamatokra jellemző Pareto-elven alapul: a költségek 80%-a a cselekvések 20%-ából adódik. Ennek a 20%-nak az azonosításával és csökkentésével az időbeni teljesítmény 99%-ra nő.
A logisztika másik sajátossága, hogy az értékesítési volumen körülbelül egyharmadát teszi ki. A számítások szerint a logisztikai hibák 10%-a 38%-kal növeli a megrendelés teljesítési idejét és 53%-kal a folyamatban lévő munkák mennyiségét. A költségek jelentős része a visszaszállítási logisztikához kapcsolódik. A visszaküldés kezdeményezőjétől függően ennek oka lehet:
- a pénz-visszafizetési garanciát alkalmazó végfogyasztók elégedetlensége,
- telepítési és használati problémák (a hibák későbbi visszatérésével),
- mindkét irányban többszörös áruszállítással kapcsolatos javítási munkák,
- lejárati idő és környezetbiztonság stb.
Például az amerikai online kereskedelemben az elektronikai és high-tech termékek megtérülése különböző becslések szerint eléri az 50-80%-ot. Ez növeli a problémák számát az eredetileg közvetlen mozgásra, nagyszabású visszaáramlás nélkül kialakított és konfigurált iparág számára, amely nem állt készen a visszáru könyvelésre, az áruk ártalmatlanítására stb.
A fentiekből következik, hogy a visszatérő áramlást ugyanolyan körültekintően kell konfigurálni, mint az előremenő áramlást, ugyanakkor csökkenteni kell a hozzáadott értéket nem tartalmazó műveletek számát. Ebben segíthetnének például olyan számítógépes programok, amelyek kompatibilisek lennének minden osztály információs rendszerével, és lehetővé tennék csoportos rendelések létrehozását, szállítási dátumok, terméktípusok, prioritások stb. szerinti rendezését. Az általános feladatok továbbra is a ugyanúgy, mint a termékgyártásban - az input variabilitásának csökkentése, a feladatok közötti váltás számának csökkentése, a platform szabványosítása a cikluson belül, a vevő igényeinek megfelelő választék fenntartása mellett stb.
A logisztika a Lean és a Six Sigma koncepciók közös alkalmazását képviseli a szolgáltatóiparban, de szemlélteti a rendszer általános alkalmazását.
Lean Six Sigma hatékonysága számokban
A Lean Six Sigma bevezetése mind a gazdasági növekedésben, mind a csapaton belüli légkör javulásában megmutatkozik, ami végső soron a gazdaságra is kihat – kialakul a jól összehangolt csapatmunka, a gyors információcsere és a specifikus tudás kultúrája. Ennek eredményeként az integrált koncepció megvalósítása:
- 20-70%-kal felgyorsítja a folyamatokat;
- 20-40%-kal javítja a szolgáltatások és termékek minőségét;
- 10-30%-kal növeli a teljes hatékonyságot (az egyik alaprendszer külön megvalósításához képest).
Egy-egy koncepció megvalósítása gyakran a vártnál nagyobb nehézségekbe ütközik. Belép az „emberi tényező”, belső ellentmondások keletkeznek a követelményekben, a statisztikai folyamat öncélúvá válik, nem pedig hibafeltáró módszer.
A gyakori hibák között említik a túlterheltséget a rábízott feladatokkal, amikor például 100 azonosított ügyféligényre 100 technikai átalakítás történik. De ez az első pillantásra „emelő” kötet körülbelül 10 ezer kapcsolat tervezését és szabályozását jelenti, ami jelentősen megnehezíti a megvalósítást. Ilyenkor nem tanácsos mindent egyszerre átalakítani, hanem az ügyfél számára kritikus szükségletekre koncentrálni, prioritási lista alapján kiválasztva.
A Lean in the Perform módszertan egy átfogó rendszer, amelynek célja az ügyfelek elégedettségének és a csapat teljesítményének növelése.
A vállalat fő előnye a hatékonyság és a versenyképesség növekedése
- 20%-kal megnövelt hatásfok (átlagosan), incl. a termelékenység miatt
- A nyújtott szolgáltatások minőségének javítása és a vevői elégedettség növelése
- A csapatmunka erősítése, a munkatársak kezdeményezőkészségének és bevonásának növelése
- Személyzetfejlesztés és szakmai fejlődés
- Az üzleti hatékonyság további növelése évente 5-6%-kal
A táblás értekezletek elősegítik az alkalmazottak leterheltségének fókuszált megvitatását és a folyamatos fejlesztést.
A Vision táblák „műszerfalként” szolgálnak, amelyek tükrözik a csapat munkájának hatékonyságát, beleértve a minőségi és mennyiségi KPI-k

A látótábla kulcsfontosságú építőkövei:
- Egyéni és csapatteljesítmény
- Problémák és ötletek
- hírek
- Parancs rész
Találkozó a testületnél– fókuszált vita, amely egységes információs teret teremt a munkaeredmények és a hatékonyságnövelési lehetőségek interaktív megbeszélésére
- A csapat rendszeresen levezényli
- A csapat minden tagja aktívan részt vesz az értekezleten, a moderátorok rotációját megfigyeljük
- Időtartam - 15-30 perc
- Motiválja és energizálja a csapatot
Kaizen ülés– komplex, többfunkciós problémák strukturált megoldásának és ötletek generálásának eszköze – strukturált ötletbörze, melynek célja a meglévő problémák megoldásának kidolgozása, valamint az új rejtett problémák azonosítása. A műveletek szigorú sorrendje és a felhasznált eszközök széles skálája jellemzi, a foglalkozás menetét a facilitátor irányítja.

LEAN termelési koncepció
A LEAN Production („lean termelés”) koncepcióját a Toyota az 1950-es években alakította ki. A hatvanas években a Toyota diadalmasan berobbant az autópiacra: a japán autók jobbnak és olcsóbbnak bizonyultak, mint az amerikaiak. Aztán más iparágak is érdeklődtek a LEAN koncepció iránt: energia és kereskedelem, szolgáltatások és egészségügy, a hadsereg, majd később az IT.
A LEAN lényege, hogy mindent megteszünk annak érdekében, hogy valóban megértsük az ügyfél igényeit, és fokozatosan eltávolítsunk minden olyan felesleges dolgot, amely nem hoz értéket a számára. Vagyis tedd ezt:

Lean IT (lean IT)
A lean IT (lean IT) egy olyan üzleti koncepció, amely az informatikai részleg munkájára alkalmazva a szigorú Lean megközelítést örökölte (a vállalkozás termelési ciklusának menedzselésének koncepciója, amely azon az állandó vágyon alapul, hogy mindenféle veszteséget kiküszöböljenek). ). Célja, hogy több munkát végezzen kevesebb költséggel, de csak akkor, ha a Lean IT előnyei olyan jók, mint korábban. Ha azonban a lean fejlesztési gyakorlatok bevezetésének előnyei nyilvánvalóak, akkor miért vannak annyira túlterhelve az IT-részlegek, hogy még az üzleti egységek digitális folyamatok bevezetésére irányuló kéréseire sem válaszolnak?
A probléma az elvárásokkal van. Az tény, hogy a Lean IT bevezetése után az informatikai részlegek vezetése azonnali eredményeket akar látni, szó szerint ezt fixírozzák, csodás képességekkel ruházzák fel a módszertant. Ennek eredményeként a Lean IT bevezetéséért felelős csapat rohanni kezd, és ez kezdi befolyásolni a minőséget: a folyamatokat végül hanyagul automatizálják, vagy megfelelő minőségellenőrzés nélkül külső menedzselt szolgáltatókhoz adják ki. Sok informatikai részleg nem fordít kellő figyelmet az informatikai személyzet képzésére, így az automatizált folyamatok gyakran meghibásodnak akár a vállalatnál, akár a megbízónál. Így ahelyett, hogy együttműködnének az üzleti részlegekkel, az informatikai személyzetnek időnként módosítania kell az „automatizált” folyamatokat, így kevés idejük marad az igazán fontos projekteken, például a digitális átalakításon való munkára.
Hogyan közelítsük meg a Lean IT-t a megfelelő szögből?
Az első dolog, amit szem előtt kell tartani, hogy az informatikai csapat ne rohanjon a Lean IT bevezetésével, különben az technológiai hibákhoz vezet. Először is létre kell hoznia a technológiai szolgáltatások megfelelő nómenklatúráját, mindegyik megvalósítási sémájának leltárával. Íme, minek kell lennie:
- a szolgáltatás üzembe helyezésének részletes sémája, a kezdeti szakaszban és az életciklus végén szükséges támogatás;
- az érintett műszaki személyzet és vezetői szerepeik listája;
- a szolgáltatókra vonatkozó követelmények;
- életciklus tervezés, minőségellenőrzés;
- kapcsolat más részlegekkel.
Szem előtt kell tartani azt is, hogy a termelésben alkalmazott Lean módszertantól eltérően, amely mindenfajta költség csökkentését célozza, a szoftverek területén a Lean IT-nek alkalmazkodnia kell a technológiai fejlődés sebességéhez és az üzleti igények változékonyságához. Ez a legfontosabb különbség a Lean IT és a Lean között a gyártásban – az utóbbi sokkal statikusabb jellegű, így előre meg lehet tervezni a nagyobb változtatásokat. A Lean IT bevezetésével számolva érdemes figyelembe venni a külső tényezők és különösen az áttörést jelentő digitális technológiák hatását – mindez megköveteli az üzleti folyamatok digitális megjelenését, és ezt a munkát az informatikai osztálynak kell elvégeznie.
Így a Lean IT sikeres megvalósításához magabiztos alkalmazkodóképességre van szükség a változó üzleti folyamatokhoz – még az üzleti stratégia kisebb változásai is megkövetelik az informatikusoktól, hogy gyorsan változtatásokat hajtsanak végre vagy új technológiát adjanak hozzá. Ahhoz, hogy reagálni tudjon ezekre a változásokra, az IT-nek a dinamikus pufferkezelést (DBM) kell igénybe vennie – ez az Industrial Lean egy másik fejlesztése, de az IT területén segít kezelni azokat a szolgáltatásokat, amelyeket az IT részlegeknek kell kezelniük vagy kezelniük. Az IT-csapatok mindig rendelkeznek az erőforrásokkal és a bevált gyakorlatokkal a munkafolyamatok optimalizálásához, csupán arról van szó, hogy reálisak legyenek a digitális innováció jelenlegi ütemét illetően.
6 Sigma koncepció
A 6 Sigma koncepciót a Motorola fejlesztette ki az 1980-as években, hogy csökkentse az elektronikai alkatrészek gyártási folyamataiban tapasztalható eltéréseket. A projekt elnevezése a görög „szigma” betűn alapul, amely a szórás statisztikai fogalmát jelöli.
Az instabil és változó gazdasági helyzet körülményei között egyre nagyobb figyelem irányul a válságjelenségek leküzdésére és a vállalkozások belső erőforrások felhasználásával a hatékonyság növelésére irányuló gazdálkodási módszerekre, ezen belül a termelésre. A bármely vállalat teljesítményének javítását célzó fejlett megközelítések közül kiemelkedik a „lean gyártás” (vagy Lean rendszer) koncepciója. A Lean rendszer elveinek bevezetése lehetővé teszi bármely vállalat minőségileg magasabb szintre emelését: segít megtalálni a módját az üzleti folyamatok optimalizálásának a veszteségek és a nem hatékony működés kiküszöbölésével a termelési folyamat minden szakaszában, valamint a további források azonosításában. növekedés.
Lean Six Sigma- egy integrált koncepció, amely ötvözi a múlt század 90-es éveinek legnépszerűbb minőségirányítási koncepcióit: a „ Lean gyártás, amely a pazarlás és az általános költségek kiküszöbölésére összpontosít, valamint a Six Sigma koncepció, amely a folyamatok változékonyságának csökkentését és a termék teljesítményének stabilizálását célozza.
A Lean Six Sigma modell két külföldön népszerű megközelítés kombinációja. A Lean koncepció központi témája az érték a fogyasztó számára. Alapítója a japán Toyota vállalat volt, ahol a múlt század közepén kialakultak a lean gyártási módszerek. A Lean modellen belül minden tevékenység értéknövelő vagy semleges műveletekre és folyamatokra van besorolva. Az első csoport kifejlődik, a második veszteségnek minősül és megszűnik. A népszerű Lean megoldások például az 5S (öt egyszerű lépés a minőségi munkakörnyezet létrehozásához a termelékenység növelése érdekében), a Kanban (a just-in-time rendszer, azaz minimális raktárkészlettel), a Kaizen (mindegyiknél a folyamatos fejlesztés célja). értékteremtés szakasza), TPM (teljes eszközellátás).
A Lean Six Sigma koncepció széles hatókörrel rendelkezik, és bármely vállalkozás használhatja, mérettől és tevékenységi körtől függetlenül.
A „Six Sigma” és a „Lean Manufacturing” fogalmak kialakulásának időszaka a múlt század 80-as éveinek közepére nyúlik vissza. Abban az időben a termelési szektor a legmagasabb követelményeket támasztotta a termékminőséggel és az erőforrás-megtakarítással szemben. A Lean Manufacturing koncepciót az autóipar költségoptimalizálási módszereként hozták létre. A Six Sigma koncepció annak a programnak köszönhető, amely a késztermékek hibáinak leküzdésére irányul a félvezetőgyártás folyamati változékonyságának csökkentésével. Teljesen természetes, hogy a gyártó vállalatok úttörő szerepet játszottak ezen koncepciók alkalmazásában. A „Six Sigma” és a „Lean Manufacturing” koncepciók fejlesztési szakaszai megismétlik a minőségirányítási rendszerek (QMS) szabványainak fejlesztési szakaszait. A leggyakrabban használt minőségbiztosítási szabványok ISO 9000-es sorozatának ősei a hadiipar, majd az autóipar és a gépipar minőségbiztosítási követelményeit tartalmazó szabványok voltak.
A Six Sigma egy matematikai modelleken alapuló folyamatoptimalizálási módszertan. A Motorolánál alapították, de széles körben ismertté vált, miután a General Electric számára adaptálták. Az elnevezés a szórás statisztikai fogalmából származik, amelyet a görög σ - szigma betűvel jelölnek. A gyártási folyamat érettségét a hibamentes termékek hozamának kiszámításával értékelik. Minél alacsonyabb a mutató, annál stabilabb a termelés. Úgy gondolják, hogy a legmagasabb szintű Six Sigma legfeljebb 3,4 hibát okoz millió műveletenként.A párhuzamosan fejlődő Lean koncepció és a Six Sigma módszertana egy ideig egymással versengve találta meg támogatóit és ellenfeleit. Sok vállalat használja a Lean Six Sigma átfogó változatát. Hiszen egy integrált megoldás lehetővé teszi a gazdaságos hatás elérését mind a veszteségek csökkentésével, mind a stabil és ellenőrzött folyamatok kiépítésével.
A múlt század 90-es éveinek eleje az irányítási rendszerszabványok, valamint a Six Sigma és a Lean Manufacturing koncepciók nem hagyományos területeken való aktív használatának időszakaként jellemezhető. Az erősödő verseny arra késztette a szolgáltatások és szellemi termékek előállítóit, a kormányzati és állami szervezeteket, hogy új utakat keressenek a kereslet fenntartására és növelésére. A tanácsadók szemszögéből rendkívül tágak voltak a kilátások arra, hogy a minőségirányítási szabványokat és koncepciókat a vállalkozások igényeihez igazítsák ezeken a területeken. Például a szolgáltató szektor jelenleg a nemzeti össztermék 80%-át állítja elő. A „Six Sigma” és a „Lean Manufacturing” koncepciók egyetemessé váltak, miután ismételt teszteléseken estek át a vállalatoknál mind a termelési, mind a nem termelési szférában. Ennek eredményeként a „lean gyártás” – „lean termelés” elnevezés „lean” – „lean menedzsment” névre változott. A 90-es évek közepére a Six Sigma és a Lean Management koncepciója a tanácsadói üzletág egyik legnépszerűbb területévé vált a minőségirányításban.
A „sikeres megvalósítások számának” és az „összes megvalósítások számának” aránya magasabb a minőségirányítás más módszereihez és koncepcióihoz képest. A képzőközpontok és tanácsadó cégek erőfeszítéseinek köszönhető szubjektív sikertényezők mellett számos objektív tényező is létezik. A Six Sigma koncepció kapcsán kiemelkedik a legjelentősebb sikertényező - a magas szervezettség. A magas szervezettség az amerikai üzleti élet egyik legmeghatározóbb jellemzője, amely a következőkben fejeződik ki:
- minden tevékenységet projektek keretében hajtanak végre, amelyek mindegyikének meghatározott céljai, határidői, költségvetése, a felelősségi és hatáskörök megoszlása, a kockázatok azonosítására, a nyilvántartások vezetésére vonatkozó követelmények stb.;
- A projektekben részt vevő személyzet tudására és készségeire vonatkozó követelmények egyértelműen meghatározottak és kategóriákba sorolhatók („fekete öv”, „zöld öv” stb.);
- Az egyes projektek előrehaladását rendszeresen nyomon követik a mérhető mutatószámok – „metrikák” – segítségével.
A Six Sigma sikerének számos tényezője van. Megvalósításának eljárását az American Quality Engineer's Handbook úgy fogalmazza meg, hogy „a projektek azonosítása, kiválasztása és végrehajtása”. A legnagyobb figyelmet a projektek kiválasztására fordítják, amelyet mind a legnagyobb gazdasági megvalósíthatóság, mind a gyakorlati megvalósítás lehetősége szempontjából igazolni kell. Érdekes megjegyezni, hogy egy „fekete övvel” rendelkező szakember munkája alkalmazott jellege ellenére rendelkezik a külső tanácsadó minden előnyével, nevezetesen:
- független, és pártatlan értékeléseket és ítéleteket tud hozni;
- a kollégák nem tekintik „közülünk valónak”, véleményét szakértőként hallgatják meg a minőségfejlesztési kérdésekben;
- A „fekete öves” kategóriába tartozó szakember hírnevét és jövőbeli karrierjét teljes mértékben meghatározza a Six Sigma koncepció keretében megvalósított projektek sikere, ami magyarázza magas motiváltságát.
A „fekete öves” szakemberek részmunkaidőben vagy teljes munkaidőben is felvehetők. Tevékenységük eredményének értékeléséhez „alsó és felső tűréshatárokat” állapítanak meg – egy éves munkavégzésért egy ebbe a kategóriába tartozó, teljes munkaidőben alkalmazott szakembernek 500 ezer és 1 millió dollár közötti megtakarítást kell hoznia a vállalkozásnak. az alsó tűréshatár képzettség hiányát jelenti, a felső határ túllépése nem valószínű. A „lean menedzsment” koncepciónak, amely először a japán vállalatoknál alakult ki, más sikertényezők is vannak. A magas szervezettség már nem a siker egyik tényezője, hanem az elért eredmény. A folyamatok (mind a fő-, mind a segédfolyamatok) elért magas szintű szervezése lehetővé teszi a vállalkozás számára, hogy jelentős mennyiségű erőforrást takarítson meg. Amellett, hogy a „lean menedzsment” koncepciója alapvetően új megközelítéseket tartalmaz a vállalatirányítási és szervezési kultúrában, olyan eszközöket is kínál, amelyek lehetővé teszik a költségek csökkentését és a folyamatok felgyorsítását. A főbb eszközöket a minőségügyi szakemberek már jól ismerik: just in time, 5S, kaizen (a folyamatos fejlesztés fogalma), értékfolyam-menedzsment, poke-yoka (hibaellenőrző módszer) stb. Ebben a listában a szakemberek az „értéket” emelik ki. stream management”, mint az egyik leghatékonyabb eszköz a „Lean Management” koncepció céljainak elérésében.
Az amerikai gyökerű Six Sigma koncepció egy adott folyamat iránti kölcsönös érdeklődés miatt hasonlít a japán Lean Management koncepcióhoz. Ez jelentősen megkülönbözteti őket sok „tiszteletre méltó elődtől”, amelyek az egyetemes lefedettségre összpontosítottak, és hasonlóvá teszi őket az olyan új generációs koncepciókhoz, mint az „üzleti folyamatok újratervezése”. A Six Sigma és a Lean Management koncepciója tökéletesen kiegészíti egymást.
A Lean Management koncepció nem támaszt követelményeket a koncepció megvalósítási formájára és az ehhez szükséges infrastruktúrára vonatkozóan. Ezért a Lean Management sikere nagyban függ a vezetők kezdeményezőkészségétől és szervezési képességétől, de ha a vezetők változnak, minden összeomolhat. A karcsú menedzsmentből hiányzik a felső vezetés formalizált elkötelezettsége, a formalizált képzés, a tervezett erőforrás-elosztás, a siker nyomon követése korrekciós intézkedésekkel stb.
A Lean Management koncepció nem összpontosít kellőképpen a fogyasztói igényekre. Megelégedettségük nem kapcsolódik közvetlenül a fő célhoz - a veszteségek és a pazarlás megszüntetéséhez. A Six Sigma koncepcióban az ügyfelekre való összpontosítás kulcsfontosságú elem. Ezt igazolja, hogy ennek a koncepciónak minden fő mérőszáma a folyamatparaméterek és a termékjellemzők kapcsolatának nyomon követésére épül a fogyasztók által meghatározott specifikációkkal. A Six Sigma DMAIC koncepció alapelve a vevői igények meghatározásával kezdődik: definiálás, mérés, elemzés, javítás, ellenőrzés.
A Lean Management koncepcióban a hibákat és következetlenségeket a vállalat veszteségeinek egyik fő forrásaként ismerik el. Ugyanakkor nem tárgyalja a veszteségek kiküszöbölésére szolgáló statisztikai folyamatszabályozási módszereket. A Lean Management koncepció nem a folyamatok változékonyságának forrásainak felkutatására és a változékonyság csökkentésére irányul, ami a Six Sigma koncepció egyik fő eleme.
A hibák – a Six Sigma fő célpontja – csak egy a sokféle hulladék közül a vállalkozásokban. A Lean Management koncepció klasszikus elméletében hét veszteségtípust azonosítanak: túltermelés, várakozás, szállítás, nem értéknövelő tevékenységek, készletek, emberek mozgása, hibák előállítása. Sok szerző további veszteségtípusokat azonosít. Például a „hamis gazdaság”, amely az olcsó és rossz minőségű nyersanyagok és anyagok felhasználásából, a „sokszínűségből” áll, amely a nem szabványosított elemek folyamatokban történő felhasználásának eredménye.
A Six Sigma koncepció nem von párhuzamot egyrészt a minőség és a vevői elégedettség, másrészt a folyamatok időtartama és sebessége között. Ugyanakkor a folyamat időtartama közvetlenül összefügg a vevői elégedettséggel a szolgáltatások nyújtásával, illetve a termelési folyamatok esetében - a készenléti készletek formájában befagyasztott pénzeszközökkel. A Lean Management koncepcióban kiemelt terület az idő, mint a folyamat egyik fő erőforrásának elemzése.
A Six Sigma koncepció eszközkészlete behatárolja a megoldandó problémák lehetséges körét. A Six Sigma módszertanon belüli folyamatfejlesztés elsősorban a folyamatok változékonyságának statisztikai módszerekkel történő csökkentésével és a DFSS (Design for Six Sigma) módszerrel történő folyamat-újratervezéssel történik. A Six Sigma módszertan elszalasztja a folyamatfejlesztés olyan lehetőségeit, mint az improduktív tevékenységek csökkentése, a várakozási idő csökkentése, a készlet- és szállítási költségek csökkentése, a munkahelyek optimalizálása stb. Mindezeket a lehetőségeket teljes mértékben megvalósítja a Lean Management koncepció.
Az integrált Lean Six Sigma koncepció keretein belül a fent leírt „hézagok” kitöltését a táblázat mutatja
| A koncepció kulcselemei | Six Sigma koncepció | Lean menedzsment koncepció | Integrált Lean Six Sigma koncepció |
| Formalizált vezetői kötelezettségvállalások | √ | √ | |
| Formalizált erőforrás-elosztás | √ | √ | |
|
Formalizált képzés és terjesztés Felelősségek és hatáskörök |
√ | √ | |
|
A projektekben résztvevő szakemberek besorolása |
√ | √ | |
|
A koncepció megvalósítása „meghatározás, kiválasztás és Munkamenet végrehajtás" |
√ | √ | |
| Rövid távú fejlesztési projektek - kaizen | √ | √ | |
| Monitoring mérőszámok segítségével | √ | √ | √ |
| A DMAIC elv alkalmazása a projektek végrehajtásában | √ | √ | |
|
Statisztikai módszerekkel csökkenteni A folyamat változékonysága |
√ | √ | |
|
A hulladék és a terméketlenség azonosítása és megszüntetése Költségek folyamatban |
√ | √ | |
| A folyamat sebességének növelése | √ | √ | |
| A folyamat működésének „húzási” elve | √ | √ | |
| A sokszínűség okozta költségek csökkentése | √ | √ | |
|
A „hamis Megtakarítás" |
√ | √ |
Ebből a táblázatból látható, hogy a Lean Six Sigma koncepcióban a „hogyan szervezzük meg a tevékenységeket?” kérdésre a válaszokat. a Six Sigma koncepcióból és a "mit tegyünk?" - főként a „lean menedzsment” koncepciójából. A Lean Six Sigma koncepció ugyanakkor mért mutatók (metrikák) kombinált készletét, valamint módszerek és eszközök kombinált halmazát használja a fejlesztés megvalósításához. Az alábbiakban egy példát mutatunk be a Lean Six Sigma által használt módszerek és eszközök készletére.
| D-define | M - mérték | A - elemezni | Én - javítom | S - kezelni |
|
Kano elemzés Folyamatleképezés A pénzügyi elemzés Fontossági sorrend |
Ellenőrző kártyák Pareto diagramok Hisztogramok Folyamatciklus-teljesítményértékelési terv Adatgyűjtés |
Pareto diagramok Ishikawa (halcsont) FMEA diagramok Rezsiköltségek meghatározása Az "időcsapdák" azonosítása A korlátok értékelése |
5S tételméret indoklása Hipotetikus tesztelés Kiválasztási mátrix Megoldások |
Ellenőrző kártyák A folyamat vizuális ellenőrzése Képzési terv Információs terv Terv Szabványosítás |
A Lean Six Sigma koncepció nyugati vállalkozásokban történő használatának gyakorlata lehetővé teszi, hogy rövid időn belül (körülbelül egy év) a következő eredményeket érje el:
- a termékek és szolgáltatások költségeinek 30-60%-os csökkentése;
- a szolgáltatásnyújtási idő akár 50%-os csökkenése;
- a hibás termékek számának körülbelül 2-szeres csökkenése;
- többletköltségek nélkül növelheti az elvégzett munka mennyiségét 20% -kal;
- a tervezési munkák költségeinek 30-40%-os csökkentése;
- akár 70%-kal csökkenti a projekt befejezési idejét.
Az ábrán látható a „Six Sigma” + „Lean Management” integrált koncepciót használó vállalati tevékenység eredményeinek grafikus összehasonlítása a „Six Sigma” és a „Lean Management” koncepciók külön-külön alkalmazott eredményeivel.
Két fő jel utal az elkerülhető veszteségek jelenlétére a folyamatokban. Az első jel a vállalkozásnál bekövetkező bármilyen változás, például a termelési volumen növekedése vagy csökkenése, a választék bővülése, szervezeti változások, innovációk stb. A második jel a folyamatok elégtelen dokumentálása és a folyamatok lényegének félreértése a folyamatban részt vevő alkalmazottak részéről.
A „működni fog?” kérdés megválaszolása előtt érdemes megfontolni egy példát, amikor a hét egyszerű minőségi eszköz egyike nem „működött” - az adatrétegzési módszer. Az egyik tanácsadó cégnél tartott szeminárium után a cég szakembere úgy döntött, hogy elemzi a hibákról felhalmozott adatokat.
A vállalkozás hibáit a következő módszerekkel azonosították:
- akusztikus emissziós módszer,
- ultrahangos vezérlés,
- örvényáram módszer,
- mágneses részecske stb.
A vállalkozásnál nem volt osztályozva a hibák típusai, amelyek összefüggésbe hozhatók a hibák okaival. Az adattömböt hibadetektáló módszerekkel rétegeztem, majd a teljes időszakra vonatkozóan adatelemzést végeztem. Ez az elemzés nem hozott eredményt, az adatok jellege nem tett lehetővé más elemzést. Emiatt a statisztikai módszerek feledésbe merültek, a hibák elleni küzdelem pedig megemelkedett bírságokat eredményezett.
A fejlesztési projektek elindításához nem kell tökéletesen ismernie a Lean Six Sigma eszközök és mérőszámok teljes készletét. A 20/80 elv érvényesül a „fekete öv” kategóriába tartozó szakemberek tudásigényére is. A projektek 80%-ának megvalósítása során a szakemberek által tanulmányozott eszközök kevesebb mint 20%-át használják fel. A Lean Six Sigma koncepció alkalmazásának összetettsége az egyes elemek egyszerűségében rejlik. A legtöbb probléma a nem megfelelő adatgyűjtéssel és -előkészítéssel kapcsolatos, a leírt példához hasonlóan. Számos alapelv kíséri a sikert, mind az egyszerű statisztikai módszerek alkalmazásánál, mind a Lean Six Sigma koncepció megvalósításánál:
- vezetői érdek;
- forráselosztás;
- sikeres projektekben szerzett tapasztalat.
A Lean Six Sigma koncepció megvalósítása során a források között szerepel a munkatársak fizetett munkaideje, képzésük költségei, valamint a projektek előkészítéséhez és megvalósításához szükséges források beszerzése. A vezetőségnek meg kell szereznie az e tevékenységek ellenőrzéséhez és irányításához szükséges ismereteket. A szükséges képzési órák és a projekt megvalósítására fordított munkaidő kiszámítása a Six Sigma koncepció bármely tankönyvében megtalálható. A projektvezetőnek gyakorlati tapasztalattal kell rendelkeznie a sikeres fejlesztési projektekben. Bármennyire is fontos a tanulás, egy sikeres projektben való részvétel tapasztalata több tucat esettanulmány tanulmányozását is megéri.
,PDMA „Fundamentals of 6 Sigma” webináriumon, melynek felvétele a linken keresztül érhető el, a következő (ismerős) kérdést tették fel nekem: miben különbözik a Six Sigma a Leantől? A gyakorlatban minden lehetséges módon igyekszem kikerülni a lean gyártás és a 6 szigma közötti módszertani „ellentmondásokat” (ellentmondások idézőjelben!). Soha nem is a szerszámkülönbségekre koncentrálok. Bár gyakran sok eszközt tulajdonítanak egyik vagy másik módszertannak. Ehelyett mindig egy bizonyos alapra koncentrálok, amely minden „divatos” és már „elavult” módszertanban rejlik.
Logo csoportjainktól Kapcsolatban állés a módszertanok általános kezdetét illusztrálva
Miféle alap ez? Mi az általános kezdet? Nem józan ész? És ha igen, akkor miért keressünk különbségeket a józan észen alapuló módszertanokban?
Ezekre a kérdésekre reflektálva egy érdekes megfigyelésre jutottam: az oldallátogatók közül valamiért nem mindenkit érdekelnek a módszertani különbségek. Miután kicsit ástam a memóriámban és a postafiókomban, a következőket tudtam megállapítani:
- Leggyakrabban az oktatási szolgáltatásokat nyújtó szervezetek (egyetemek, tanácsadó cégek stb.) alkalmazottai teszik fel a kérdést a Lean és a Six Sigma megkülönböztetésének kritériumairól.
- Kevésbé gyakoriak, de nagyon kis különbséggel a fiatal szakemberek - hallgatók, végzős hallgatók és „kadétok” - újonnan felvett művezetők, mérnökök, menedzserek.
- És nagyon ritkán találkozunk tapasztalt termelési munkások, projektvezetők és olyan emberek kérdéseivel, akik már több mint egy éve foglalkoznak szakmájukkal (vagy mondjuk úgy, hogy több mint egy éve növelik a hatékonyságukat?).
Tipikus termelési munkásként feltételezhetem, hogy a módszertanok „név szerint” felosztásának értéke egyszerűen nem fog hozzáadódni a munkámhoz, ezért a szétválasztás kérdése fel sem merül bennem. Úgy gondolom, hogy a helyzettől függően kell alkalmazni, nem pedig a technika nevétől.
Szerencsére ezúttal egy olyan nem meggyőző érv mellett, mint a saját vélemény, lehetőség nyílik Terence Barton - Is This a Six Sigma, Lean or Kaizen Project - cikkére hivatkozni? , amely alapján Victoria Oleshko anyaga készült - Ez a 6 Sigma, Lean vagy Kaizen projekt?
Olvastad már a cikket? Ha nem, akkor azt tanácsolom, hogy tedd meg most, és csak azután folytasd ennek a bejegyzésnek a tanulmányozását... Nem. Komolyan. cikket, és gyere vissza.
Mr. Barton cikkének központi eleme a következő diagram:
Az alábbiakban a diagram szinte szó szerinti fordítását adjuk meg:

Publikációjában Barton úr felhívja a figyelmet arra, hogy a karcsú gyártás, a hat szigma és a kaizen nem más, mint „szerszámosládák”. Egy adott eszköz használatát a helyzetnek kell meghatároznia, nem pedig a legutóbbi szeminárium címében elhangzó divatszónak. A szerző szerint a vezetés, a kreativitás és az innováció az áttörés összetevői. Csak körülveszik a fenti diagramokat, megteremtve azt az alapot, amelyről fentebb beszéltem.
Ennek ellenére ez azoknak szól, akik szeretnek különbségeket keresni:
Ezen a diagramon csapatunk megpróbálta a három módszert egy koordináta-rendszerben elhelyezni, hogy könnyebb legyen összehasonlítani és a különbségeket keresni. De vannak hátrányai is:
De a régi rendszerben sok ijesztő szó volt, hogy „karate”,
„judo” és „taek-won-do” – jó vele ijesztgetni a TOP embereket :-D” ©
A Six Sigma koncepció célja annak mérése, hogy az üzleti folyamatok milyen mértékben térnek el a céljaiktól, és ez alapján tovább fejlesztik azokat. amelyek célja a fogyasztók elégedettsége és a termelés jövedelmezőségének növelése.
A Six Sigma koncepciót a Motorola fejlesztette ki az 1980-as években mint a magas minőség elérésének megközelítése, ami lehetővé tette számára, hogy 1988-ban megkapja az Egyesült Államok Nemzeti Díját. Malcolm Baldrige a minőség terén végzett munkájáért.
A Six Sigma koncepció három fő probléma megoldására irányul:
a vásárlói elégedettség növelése;
a működési ciklus idejének csökkentése;
a hibák számának csökkenése.
A Six Sigma koncepció rövid távú vállalati célok kitűzését foglalja magában, amelyek célja a hosszú távú célok további elérése. Rövid távú célnak tekintjük az üzleti folyamatok bizonyos szintű megvalósítását, hosszú távú célnak pedig a vevői elégedettségre és a termelési jövedelmezőség növelésére összpontosító üzleti folyamatok fejlesztését.
A mérési mutató a hibák száma egységenként (DPU) és a hibák száma millió eseményenként (DPMO). A gyártási egységenkénti hibák számát úgy számítják ki, hogy az adott folyamatszakaszban talált hibák számát elosztják az adott szakaszon áthaladó egységek számával. Az egymillió eseményre eső hibák számát úgy kapjuk meg, hogy a DPU-t megszorozzuk millióval, majd ezt a terméket elosztjuk a hibás események átlagos számával. Bármely műveletnél vagy a folyamat bármely lépésénél meghatározható a hibák száma (például a vevői kérésre adott időn belüli válaszadás elmulasztása, a vevői rendelés teljesítésének hibája, hibás számla stb. ).
A belső és külső ügyfelekkel kapcsolatos folyamatlánc hibáit is azonosíthatja. Ezt a mutatót különféle objektumok értékelésére és megváltoztatására használják: gyártott termékek, berendezések, szoftverek üzemeltetése, tervezési folyamatok megvalósítása, gyártás, menedzsment stb.
És így, A szigma érték azt mutatja, hogy milyen gyakran fordulhat elő hiba. Minél magasabb a szigma, annál kevésbé valószínű, hogy hiba lép fel.
Például, ha egy 100 m2-es helyiséget borító szőnyeget három szigma szintig tisztítanak, akkor 0,25 m2 szőnyeget nem tisztítanak meg, ha legfeljebb hat szigmát, akkor gombostűfejnyi felületet. tisztítatlan.
A négy Sigma az Egyesült Államokban heti 500 helytelen műtétet jelentene. Forrás: Pande P., Holp L. Mi az a Six Sigma? A minőségirányítás forradalmi módszere / Ford. angolról M., 2004.
táblázatban A 6.6.1 bemutatja a „Szigma skálát”, amely a költségek alacsony minőségtől való függőségét és a szigmák számától függően a vállalkozás versenyképességi szintjét állapítja meg.
8.6.1. táblázat
"Szigma skála"
|
Sigma szám |
Hiba/millió (DPM0) |
Rossz minőségű költségek (az eladások %-a) |
jegyzet |
|
Világszínvonalú |
|||
|
Átlagos az iparban |
|||
|
Versenyképtelen |
|||
A meghibásodások magas szintje, és ezáltal a szigmaszám a fogyasztók, a termékértékesítési volumen és a nyereség elvesztéséhez vezet.
A Six Sigma koncepció megvalósítása egy vállalatnál magában foglalja bizonyos létszám. A Six Sigma ügynöknek nevezhető személyek listája a következő: „bajnokok és szponzorok”, „fekete öves mester”, „fekete övesek”, „zöld övesek”, „sárga övesek”.
"Bajnokok és szponzorok". "Bajnok" - A Six Sigma ideológiát ismerő és annak sikeres megvalósítására aktívan törekvő felsővezetők egyike (például a cég ügyvezető alelnöke). Emellett a „bajnokok” szerepe lehet az informális vezetők, akik a Six Sigma módszereit alkalmazzák napi tevékenységeik során, és terjesztik tapasztalataikat ezen a területen. Szponzorok - Ők azok a folyamatgazdák, akik a Six Sigma koncepció megvalósításában segítenek, és felelősségükön belül koordinálják a kapcsolódó tevékenységeket.
"Fekete öv mester" - Ezek a legmagasabb technikai és szervezési képességekkel rendelkező személyek, akik technikai vezető szerepet töltenek be a Six Sigma programokban. Meg kell érteniük, hogy bizonyos statisztikai módszerek mire épülnek, és tudniuk kell ezeket a módszereket nem szabványos helyzetekben helyesen alkalmazni. Ezenkívül a Master Black Belts mentorálja a fekete és zöld öveseket statisztikai módszerekben.
"Fekete övek" - Olyan személyekről van szó, akik egy speciális program keretében végeztek képzést és képzést, és idejük 50-100%-át Six Sigma projekteken való munkára fordítják.
"Zöld övek" - Ezek konkrét projektek vezetői, akik saját csapatukat vezetik. A fekete övesekkel ellentétben ők rövidebb képzési programot kapnak, és idejüknek csak egy kis részét töltik Six Sigma projektekkel.
"Sárga övek" - Ezek gyakran ideiglenes munkavállalók, akik bevezető képzésben részesültek, és részt vehetnek a fekete és zöld öves csapatokban.
Néhány fenti csoport hozzávetőleges számsorrendje a következő. Egy 1000 alkalmazottat foglalkoztató cégnél kívánatos, hogy rendelkezzen: „fekete öv mester” - 1, „fekete öv” - 10, „Six Sigma projektek” - 50-70 évente (5-7 projekt „fekete övönként” év).
A „szigma” skála segítségével létrehozhat egy „jövedelmezői áttörés” programot, amely magában foglalja a termelés jövedelmezőségének növelését.
Példa az „Új üzem építésének lemondása” fogalom gyakorlati használatára
Az egyik gyógyszergyártó cég nagyon sikeresen értékesítette fájdalomcsillapítóját, és úgy döntött, hogy megduplázza termelését azáltal, hogy 200 millió dollárt fektet be egy új üzem építésére.
Amikor ez a projekt elkezdődött, több Six Sigma résztvevő úgy döntött, hogy több fejlesztést hajt végre a termelés növelése érdekében egy meglévő üzemben.
Adatgyűjtés után azt találták, hogy a csomagolt gyógyszereknek csak 40%-a használható fel. Ennek oka az ampullák nem megfelelő lezárási módja (egyesek nem voltak teljesen lezárva, mások nem voltak a dobozban).
Ennek az eljárásnak a technológiájának fejlesztését és a megfelelő kísérleteket végezték el. Ennek érdekében több alkatrészt vásároltak 50 dollárért az ampullák lezárására szolgáló berendezés szabályozására, ami 85%-ra növelte a késztermék hozamát.
A termelés ennek megfelelő növekedése több mint kétszeresére nőtt, szükségtelenné tette új üzem építését.